
تناقش هذه المقالة عملية إعداد dolly لضمان وجود رابطة قوية at الواجهة البينية dolly وأهميتها في زيادة إمكانية تكرار اختبار الالتصاق بالسحب إلى أقصى حد.
أجهزة اختبار الالتصاق المحمولة القابلة للسحب، مثل جهاز اختبار PosiTest ATتقيس القوة المطلوبة لسحب قطر محدد من الطلاء بعيدًا عن الركيزة. توفر قوة السحب المقيسة هذه مؤشرًا مباشرًا على قوة الالتصاق بين الطلاء والركيزة. ومن خلال التخلص من مصادر التباين في قوة السحب، مثل فشل الرابطة غير المقصودة بين المادة اللاصقة dollies سيئة الإعداد، تصبح نتائج اختبار الالتصاق أكثر جدوى ويمكن التنبؤ بها.
المكونات الرئيسية لجهاز اختبار الالتصاق بالسحب هي مصدر ضغط ومقياس ضغط ومشغل. أثناء التشغيل، يكون الوجه المسطح لعقب السحب (dolly) ملتصق بالطلاء المراد تقييمه. بعد السماح للمادة اللاصقة اللاصقة بالمعالجة، يتم توصيل موصل اقتران من المشغل dolly. من خلال تنشيط مصدر الضغط، يتم زيادة الضغط ببطء على المشغل داخل النظام. عندما يصبح الضغط في المشغل أكبر من قوة الربط بين الطلاء والركيزة، يحدث الانفصال وترفع مجموعة dolly والعربة الطلاء من الركيزة (راجع الشكل 1). يوفر مؤشر الضغط الأقصى لمقياس الضغط في النظام قراءة مباشرة للضغط الذي حدث at السحب.

لمزيد من التفاصيل حول نظرية ومتطلبات اختبار السحب ، يرجى الرجوع إلى أكثر معيارين دوليين قابلين للتطبيق ، ISO 4624 "الدهانات والورنيشات - اختبار السحب للالتصاق" و ASTM D4541 - "Standard طريقة اختبار قوة سحب الطلاء باستخدام أجهزة اختبار التصاق المحمولة ".
يتم تصنيع Dollies الخاصة بأجهزة اختبار الالتصاق بالسحب والخلع من مجموعة متنوعة من المعادن بما في ذلك الألومنيوم والفولاذ الكربوني والفولاذ المقاوم للصدأ. على الرغم من أن الاختبارات التي تم إجراؤها في هذه الدراسة ركزت على dollies الألومنيوم التي تستخدم لمرة واحدة والمستخدمة مع جهاز اختبار الالتصاق بالسحب والخلع DeFelsko PosiTest AT المحدد في الملحق A5 المقترح من ASTM D 4541 (راجع الشكل 2)، فإن المبادئ التي تمت مناقشتها تنطبق على جميع أنواع dolly . يتكون إعداد Dolly عادةً من ثلاث خطوات مهمة: إزالة الشحوم والكشط والتنظيف.

تشير إزالة الشحوم إلى إزالة أي أثر للزيوت أو الشحوم من السطح المراد لصقه. قد يشمل ذلك الزيوت من جلد الشخص الذي يتعامل مع dolly. الكشط هو تغيير عنيف في شكل سطح dolly . يخدم الكشط غرضين أساسيين: زيادة مساحة السطح المتاحة للربط، وإزالة أي أكسدة أو صدأ. أما التنظيف فهو ببساطة إزالة أي جسيمات سائبة من السطح المراد ربطه، خاصةً تلك الناتجة عن الكشط.
تتم معالجة بعض أنواع dolly آليًا قبل الشحن مما يخفف من حاجة العميل إلى إزالة الشحوم من dollies لأن عملية المعالجة الآلية والعناية اللاحقة في المناولة والتعبئة تزيل أي تلوث.
وعادةً ما توفر الشركة المصنعة المعدات والمواد والتعليمات القابلة للتطبيق للعميل لتسهيل أي تحضير قبل لصق dollies. يجب أن تستند طرق التحضير الموصى بها من الشركة المصنعة إلى اختبارات معملية مكثفة لطرق التآكل والتنظيف dollies الخاصة بهم. كما يجب أن تكون طرق التحضير واضحة وبسيطة ومفصلة بما يكفي لضمان نتائج قابلة للتكرار بين المشغلين والتطبيقات.
تم تحسين توصية إعداد dolly التالية لاختبار الالتصاق بالملحق A5 قيد الدراسة باستخدام نتائج تحقيق في الطرق المقبولة عمومًا والنتائج التجريبية اللاحقة.1
تم تطوير تجربة مفصلة للتحقق من نتائج الاختبارات والمقارنات التي أجريت سابقًا خلال مرحلة تصميم التحقق من صحة المنتج وتلخيصها. كان الغرض من التجربة هو القياس المباشر لتأثيرات الأكسدة وإعداد dolly (إزالة الشحوم والكشط والتنظيف) على الالتصاق. اشتملت طريقة الاختبار على لصق 48 dollies اختبار من الألومنيوم عشوائيًا على صفيحة فولاذية كربونية مغلفة بمادة لاصقة مناسبة تم اختيارها أثناء الاختبارات الأخرى. نظرًا لأن الهدف من الدراسة كان تقييم العوامل التي تؤثر على قوة الالتصاق بين المادة اللاصقة dolly فقد جرت محاولة لتطوير تركيبة ركيزة وطلاء مع مادة لاصقة قوية للغاية ورابطة متماسكة من شأنها أن تلتصق جيدًا بالمادة اللاصقة Araldite 2011 المختارة مسبقًا. ولتحقيق ذلك، تم طلاء 4 مل من نفس مادة Araldite 2011 بطبقة طلاء بسماكة 4 مل من نفس مادة Araldite 2011 على صفيحة فولاذية كربونية سميكة بسمك ¼ بوصة مأخوذة من هيكل سفينة. تم تجهيز الصفيحة الفولاذية بعناية عن طريق طحن عدة ملليمترات من التآكل والتلوث السطحي المحتمل، ثم تنظيفها بالكحول وقطعة قماش جافة. وكانت النتيجة ركيزة مغلفة ذات قوة رابطة كافية لمنع أي فشل غير مقصود في الطلاء أثناء اختبارات الالتصاق ال 48 التي تم إجراؤها أثناء اختبارات الالتصاق بالانسحاب.
تم تقسيم dollies الاختبار بالتساوي حسب طريقة الكشط وفترة الأكسدة وطريقة التنظيف ووقت معالجة المادة اللاصقة. شملت الطرق الأربعة لكشط dolly التسطيح الآلي، والطحن الطرفي، والصنفرة بالحبيبات الناعمة، والفرك على وسادة سكوتش برايت™. تُركت كل مجموعة من dollies المتآكلة معرضة air لثلاث فترات زمنية مختلفة قبل التطبيق (7 أيام و24 ساعة وبضع دقائق). قبل الالتصاق بالطلاء، تم مسح dollies إما بقطعة قماش جافة أو تنظيفها بقطعة قطن مغموسة بالكحول ثم مسحها بقطعة قماش جافة. كانت النتيجة النهائية عينتين تم إعدادهما باستخدام كل مجموعة ممكنة من الطرق. ثم سُمح لعينة من كل زوج من هذه الأزواج بالعلاج لمدة 24 ساعة أو 5 أيام قبل اختبار السحب.
تم تبويب النتائج حسب كل عامل، ويرد في الجدول 1 متوسط النتائج حسب طريقة الكشط لكل مجموعة من 12 dollies . كما هو متوقع، كان العامل الحاسم للتحضير هو طريقة الكشط. عند مقارنة النتائج بطريقة الكشط dolly يظهر نمط يمكن التنبؤ به. كانت أضعف الروابط هي dollies المشكّلة آليًا فقط والدمى المضروبة في النهاية. شهدت هذه dollies فشلًا في الرابطة بين المادة اللاصقة dolly بنسبة 100% تقريبًا. كان هذا متوقعًا نظرًا لأن كلتا طريقتَي التحضير أسفرتا عن أسطح ملساء نسبيًا، على الرغم من أن عملية الطحن النهائي تضع أخاديد كبيرة مرئية في سطح dolly . تزيد هذه الأخاديد من مساحة سطح dolly وهو ما يفسر على الأرجح قوة الترابط الأعلى قليلاً التي ظهرت قبل الفشل.
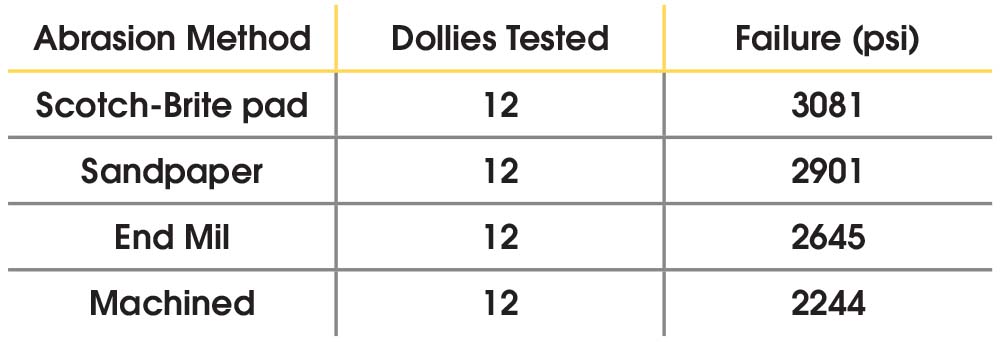
كما هو موجود في الاختبارات السابقة ، حققت وسادة Scotch-Brite أعلى قوة رابطة إجمالية ، مع ورق الصنفرة في المرتبة الثانية. على الرغم من أن نتائج التآكل البصري مع وسادة سكوتش برايت وورق الصنفرة متشابهة ، فمن المحتمل أن تكون البنية المجهرية (ملف تعريف السطح) من استخدام وسادة تكييف كاشطة ثلاثية الأبعاد مثل سكوتش برايت أكثر ملاءمة للالتصاق. لكي يحدث الالتصاق ، من الضروري أن يقوم شكل من أشكال التفاعل الشعري بسحب المادة اللاصقة إلى البنية المجهرية ، وبالتالي قد يكون للتغييرات الطفيفة بسبب الحصى أو طريقة التآكل تأثيرات كبيرة.
كانت النتيجة الأخرى المثيرة للاهتمام هي وجود تباين أعلى بكثير بين عمليات السحب لورق الصنفرة مقابل سكوتش-برايت. يمكن أن تكون هذه النتيجة مرتبطة بالتراكم السريع للألومنيوم الذي لوحظ على سطح ورق الصنفرة، والذي يصعب تنظيفه بين الاستخدامات. ونتيجة لذلك، من المحتمل ألا تحصل كل dolly على نفس البنية المجهرية. تسمح وسادة Scotch-Brite بسقوط غبار الألومنيوم من خلال نسيجها، والذي يبدو أنه يعطي بنية مجهرية أكثر قابلية للتكرار. كما at وسادة سكوتش-برايت أيضًا بمعدل أبطأ مما يتطلب استبدالًا أقل تكرارًا.
يظهر في الجدول 2 متوسط فشل الرابطة اللاصقة بناءً على زمن التأكسد بعد الكشط. هذا الاختلاف الطفيف نسبيًا في قوة الرابطة يرجع على الأرجح إلى التأثير المحدود للأكسدة على dollies الألومنيوم. نظرًا لأن الألومنيوم عادةً ما ينتج طبقة رقيقة من أكسيد الألومنيوم فور التعرض air فمن المعقول أن dollies غير الملوثة لن تتعرض لتأثيرات التعرض على المدى الطويل. من المحتمل أن يكون تأثير الأكسدة أكثر أهمية بالنسبة لأنواع أخرى من مواد dolly وخاصة الفولاذ الكربوني.

يظهر متوسط فشل الرابطة اللاصقة بناءً على طريقة التنظيف قبل الربط في الجدول 3. هذا الفرق الضئيل يدعم النظرية القائلة بأن معالجة dollies قبل الشحن يلغي أي حاجة محتملة لإزالة الشحوم من dollies قبل الاستخدام، طالما يتم التعامل معها بعناية من قبل العميل.

من المهم أن نلاحظ أن تطوير الفرضيات ، واختيار العوامل والقضاء عليها استند إلى العديد من الاختبارات والمقارنات والتجارب السابقة. بعض العوامل التي تم التخلص منها مع نتائج الاختبار ذات الصلة موضحة بإيجاز أدناه.
تمت مقارنة تأثير dollies السفع بالخردق مع الطحن النهائي. تم استخدام ثلاث مواد إيبوكسية من جهات تصنيع مختلفة. تم إعداد ما مجموعه 24 dollies باستخدام طريقتي الكشط ثم تم لصقها بلوح فولاذي أبيض مطلي بالإيبوكسي الأبيض شديد الالتصاق، ومغطى بالإيبوكسي الأبيض المنفوخ. كان متوسط قوة فشل الرابطة للواجهة البينية dolly 2686 رطل لكل بوصة مربعة للدمى التي تم تفجيرها بالرصاص و2786 رطل لكل بوصة مربعة dollies المطحونة. ساعد بحث أدبي لاحق في تفسير هذه النتيجة من خلال الإشارة إلى أن المزايا المتوقعة من السفع بالخردق قد لا تتحقق إلا إذا كانت dollies ملتصقة بالطلاء في غضون ساعات من التحضير. 2
من المقبول عمومًا أن الألومنيوم الذي تمت معالجته بأكسيد الألومنيوم بطرق حمض الكروم أو حمض الكبريتيك وتم ختمه، يمكن ربطه بعد إزالة الشحوم والكشط الخفيف. يتميز الألومنيوم المؤكسد بحمض الفوسفوريك بخصائص السطح المثلى للربط مباشرةً دون معالجة مسبقة، ولكن يجب أيضًا ربط dollies المعالجة بأكسيد الألومنيوم في غضون ساعات قليلة من عملية الطلاء بأكسيد الألومنيوم للحصول على التأثير المطلوب. 2 تم اختبار هذه النظرية باستخدام عينة صغيرة من dollies التي تم لصقها بعد أسبوع تقريبًا من عملية الأنودة. يرجع التأخير في لصق dollies إلى حد كبير إلى أوقات الشحن والمناولة التي لا يمكن تجنبها. تم اختبار dollies اختبار الالتصاق هذه أيضًا مقابل dollies المطحونة النهائية. كانت قوة التصاق dollies المؤكسدة أقل بنسبة 20 إلى 30%.
تم إجراء اختبار الالتصاق باستخدام طلاء أولي لسطح الألومنيوم في محاولة لزيادة الرابطة اللاصقة dolly إلى أقصى حد. كان الطلاء التمهيدي للسطح الذي تم اختباره هو Henkel Alodine 1132 الذي تمت التوصية به بشدة كطلاء تحويل مقبول عسكرياً. استخدم في اختبار الالتصاق عدد متساوٍ من dollies بطرق كشط مختلفة بما في ذلك التصنيع الآلي والطحن النهائي والطحن النهائي والورق الرملي والسفع بالخردق. بالإضافة إلى ذلك، تم استخدام 6 أنواع مختلفة من الإيبوكسيات ثنائية الأجزاء. كانت النتيجة الصافية هي متوسط قوة رابطة فشل المادة اللاصقة 1776 رطل لكل بوصة مربعة باستخدام هنكل مقابل 2277 رطل لكل بوصة مربعة بدونها. من المحتمل أن تُعزى هذه النتيجة إلى مجموعة من العوامل، أهمها أنه على الرغم من أن منتج هنكل، على الرغم من كونه عامل ربط مقبول للغاية، إلا أنه لا يتمتع بالضرورة بقوة الشد المطلوبة للاستخدام في اختبار الالتصاق بالسحب. وتجدر الإشارة إلى أن منتج هنكل قد حسّن من قوة اختبار السحب والالتصاق لبعض تركيبات المواد اللاصقة وطرق الكشط، ولكن بشكل عام أدى إلى انخفاض قراءات اختبار الالتصاق.
تضمنت المقارنة الأخيرة البارزة إزالة الشحوم من dollies وتنظيفها. باختصار، لم تتطلب dollies التي تم كشطها والتعامل معها بعناية أي طرق خاصة لإزالة الشحوم والتنظيف. وسواء تم مسح dollies بميثيل إيثيل كيتون أو الأسيتون أو الكحول أو تم مسحها بقطعة قماش جافة، فإن الاختلافات في قوة فشل الرابطة لم تكن ذات دلالة إحصائية. نتج عن Dollies التي تم كشطها ثم وضعها مباشرةً دون تنظيف أو إزالة الشحوم انخفاض متوسط قوة فشل الرابطة at واجهة dolly. عند دراستها تحت المجهر، كانت المادة اللاصقة التي بقيت على الطلاء من هذه الإخفاقات تميل إلى وجود تركيز أعلى من الملوثات المرئية على سطحها (خاصةً من طرق الكشط مثل الصنفرة)، عندما لوحظ انخفاض قوة فشل الرابطة.
أدت هذه النتائج الأولية ، جنبا إلى جنب مع التكاليف الباهظة لإضافة عمليات مثل التفجير بالخردق ، والأنودة ، وطلاء التحويل وإزالة الشحوم ، إلى تطوير عملية بسيطة ، ولكنها محسنة ، تكون أكثر ملاءمة للتنفيذ الميداني من قبل العميل.
أحد استفسارات العملاء الشائعة المتعلقة مباشرةً بإعداد dolly هو إعادة استخدام dollies التي تستخدم لمرة واحدة. وتأتي هذه الرغبة عادةً من العملاء المعتادين على أجهزة اختبار الالتصاق التي تستخدم dollies الفولاذية الأغلى ثمناً. تقدم هذه التطبيقات معدات مخصصة تمكن العميل من إزالة الطلاء والمادة اللاصقة من dolly عن طريق التسخين والكشط الذي يستغرق وقتًا طويلاً. وعادةً ما يكون عدد المرات التي يمكن فيها إعادة استخدام dolly محدودًا فقط بتأثيرات التآكل على سطح dolly قبل كل إعادة استخدام.
استنادًا إلى المناقشات مع العديد من المفتشين، فإنهم غالبًا ما يتجاهلون فكرة إعادة استخدام dollies بسبب حاجتهم المتأصلة للاحتفاظ dollies كدليل حاسم على نتائج الاختبار. ويختار عملاء آخرون الاحتفاظ dollies كسجلات جودة دائمة تثبت نجاح عملية السحب، مع توفير التفاصيل ذات الصلة مثل سُمك الطلاء المسحوب. ويتمثل أحد الأساليب للتخلص من إعادة استخدام dollies في توفير dolly يمكن التخلص منها بأسعار معقولة يمكن للعميل اختيار حفظها أو التخلص منها بعد الاختبار.
إذا كان من الممكن إعادة dolly إلى حالتها الأصلية، فلا يوجد ضرر متوقع في إعادة الاستخدام. ولكن يُحذر من أنه في حالة حدوث تلف أو تآكل كبير على dolly فإنه لا يُنصح بشدة إعادة الاستخدام. هذا الأمر أكثر شيوعًا وفوريًا مع dollies الألومنيوم التي تتعرض للوسم بواسطة أداة التوصيل السريع أثناء عمليات السحب بالضغط العالي. قد تتعرض جميع أسطح dolly إلى أسطح غير مستوية بسبب الصنفرة المتكررة أو التشغيل الآلي أثناء تنظيف الطلاءات والمواد اللاصقة السابقة للاختبار.
تُظهر التجارب والاختبارات والمقارنات الموثقة في هذه المقالة حاجة المصنعين إلى توفير المعدات والطرق اللازمة لإعداد dollies بشكل صحيح لاختبار الالتصاق القابل للتكرار. مع الإقرار بوجود حلول كيميائية وميكانيكية غير محدودة لتجهيز dollies يُقترح وجود طرق أكثر بساطة وبأسعار معقولة لكشط dollies . في حالة dollies المصنوعة من الألومنيوم التي خضعت للدراسة، كان الكشط باستخدام وسادة سكوتش برايت متبوعًا بالتنظيف بقطعة قماش جافة أكثر من كافٍ للتخلص من اختبارات الالتصاق السيئ بسبب فشل الدمى dolly .
توضح النتائج التجريبية المذكورة بإيجاز في المقالة أيضًا أن تركيبات المواد والمواد اللاصقة المختلفة قد يكون لها طرق تحضير مثالية خاصة بها. أظهرت التجارب أن التغييرات في طريقة الكشط تزيد من قوة الرابطة لنوع واحد من المواد اللاصقة بينما تخفضها لنوع آخر. لم يتم استكشاف جميع هذه البدائل بشكل كامل، نظرًا لأن قوة فشل الرابطة الأولية كانت لا تزال أقل بكثير بالنسبة لمادة لاصقة معينة وعملية تحضير dolly ذات الصلة. نظرًا لأن عوامل مثل توافق الطلاء ووقت المعالجة قد تحد من استخدام مادة لاصقة معينة لتطبيقات معينة، فمن المستحسن استخدام العوامل التي تمت مناقشتها في هذه المقالة لتوفير إطار عمل لاختيار والتحقق من التغييرات التي أجراها العميل على طريقة تحضير dolly الموصى بها من الشركة المصنعة.
لمزيد من المعلومات، راجع موقعنا PosiTest AT، وموارد اختبار الالتصاق، و dollies.

تود شركة ديفيلسكو أن تشكر مايك مونسيل، مهندس التصميم at فانتيكو، على تقديم مساعدة فنية لا تقدر بثمن، وكذلك بيل كوربيت وشركة KTA-Tator لتوفير العينات ومشاركة الخبرات الميدانية خلال مرحلة اختبار PosiTest.
Œ Scotch-Brite هي علامة تجارية مسجلة لشركة 3M
1 "تكنولوجيا الالتصاق والمواد اللاصقة" ، الدكتور ألفونسوس ف. بوسيوس ، منشورات هانسر ، سينسيناتي ، أوهايو ، الولايات المتحدة الأمريكية
2 "تحضير السطح والمعالجات المسبقة" ، فانتيكو المحدودة ، دوكسفورد ، كامبريدج ، المملكة المتحدة








