
لمشاهدة ملف PDF الكامل لهذا التقرير انقر هنا.
في مشروع طلاء حديث، كان من المقرر إجراء اختبار الالتصاق وفقًا للمواصفة ASTM D4541. كانت المتطلبات المحددة هي إجراء اختبار واحد على الأقل لكل 1000 قدم مربع من الطلاء، واختبار واحد لكل 100 قدم مربع من إصلاحات الطلاء. تطلبت مواصفات الطلاء نفسها حدًا أدنى للالتصاق يبلغ 1,000 رطل لكل بوصة مربعة. ومع ذلك، كانت مواصفات الطلاء مصممة خصيصًا لطلاء بولي يوريثان معين من البولي يوريثان الصلب بنسبة 100% من حيث الحجم، حيث أعلنت ورقة بيانات المنتج عن قيمة التصاق تبلغ 2,000 رطل لكل بوصة مربعة. قبل البدء في العمل، تقرر أن الطلاء يحتاج إلى اختبار الطلاء at 1900 رطل لكل بوصة مربعة كحد أدنى. وبدا من المنطقي أن يكون التصاق الطلاء 95% at الأقل من القيمة المعلن عنها (95% من 2000 رطل لكل بوصة مربعة = 1900 رطل لكل بوصة مربعة). كانت العديد من الاختبارات تصل إلى 2,000 رطل لكل بوصة مربعة أو أكثر دون فشل الالتصاق. ولسوء حظ المقاول، لم تستوفِ العديد من الاختبارات الحد الأدنى المطلوب وهو 1900 رطل لكل بوصة مربعة. وقد أدت بعض الاختبارات الفاشلة لمساحة إجمالية صغيرة جدًا إلى اضطرار المقاول إلى إعادة الطلاء وإعادة تطبيق الطلاء على مساحات كبيرة. لقد كان عالقًا!
من الضروري أن يلتصق الطلاء جيدا بالركيزة ، ويبدو اختبار الالتصاق مهمة مباشرة. لكن التصاق الطلاء معقد للغاية وغير مفهوم بشكل جيد. اختبار الالتصاق البسيط مثل الفحص ومحاولة رفع الطلاء بسكين معجون أو سكين جيب هو اختبار شخصي. اختبار التصاق الشد بالسحب بسيط من الناحية المفاهيمية ، ويوفر كمية منفصلة واحدة - القوة المطلوبة لإحداث الكسر. يجب ملاحظة طبيعة كسر الطلاء من حيث اللصق مقابل الفشل المتماسك ، وكذلك المناطق النسبية ، وأحيانا تكون كذلك ، لكنها تلك القيمة الكمية المنفصلة التي يطمح إليها الناس.
على الرغم من أن نتيجة الاختبار هي قيمة عددية واحدة ، فإن أي اختبار من هذا القبيل هو مجرد مؤشر على الأداء النسبي. هناك ما هو أكثر من طلاء اختبار الالتصاق من استخدام أداة للحصول على نتيجة عددية يمكن استخدامها كمعيار نجاح / فشل. تم تحديد طريقة اختبار ASTM D4541 ، لكنها توفر معلومات تم تجاهلها تماما في هذا المشروع.
يعكس الاختبار كلا من المعلمات المادية والفعالة. أدوات مختلفة ومواد لاصقة مختلفة تعطي قيما مختلفة. الاختلافات في درجة الحرارة والرطوبة وعوامل أخرى تعقد الأمور. حتى صلابة الركيزة تؤثر على نتائج الاختبار. على سبيل المثال ، كل شيء آخر متساو ، تكون قيم الاختبار أعلى بشكل عام على الفولاذ بسمك 1 ⁄4 بوصة مقارنة بالفولاذ بسمك 1 ⁄8 بوصة.
المشكلة الرئيسية هي أن طريقة الاختبار تعاني من نقص في قابلية التكرار. وينص القسم 6.1.1 من ASTM D4541 على أنه عادةً ما يلزم عادةً ثلاث مرات تكرار at الأقل من أجل تصنيف منطقة الاختبار إحصائيًا (مقارنةً بمتطلبات الوظيفة المتمثلة في اختبار واحد لكل 1000 قدم مربع). وكما هو الحال مع SSPC-PA 2، فإن الهدف هو التصنيف الإحصائي للمساحة، وليس البحث عن قيمة منخفضة والعثور عليها.
يحتوي ASTM D4541-02 على قسم يتناول الدقة ويحتوي على جدول يوضح التباين المتوقع لنتائج الاختبارات المعملية (داخل المختبر - يتم إجراؤه في نفس المختبر ، وكذلك بين المختبرات - مقارنة بين المختبرات المختلفة). يتم تقديم التباين في ثلاثة أشكال مختلفة. الأول هو معامل الاختلاف ، وهو رقم عشري أو نسبة مئوية يتم تحديدها بقسمة standard انحراف العينة بالمتوسط (المتوسط). والثاني من حيث درجات الحرية ، والتي تتعلق بتوزيع t للعينة. (فكر في سياق منحنى الجرس المألوف.) هذه مصطلحات لا يمكن أن يحبها سوى إحصائي. لحسن الحظ ، فإن النهج الثالث أكثر وضوحا وقابلية لمحترفي الطلاء - وهو الحد الأقصى المقبول للفرق في النسبة المئوية.
يوضح الجدول أنه اعتمادا على نوع الأداة ، قد يكون فرق النسبة المئوية المقبولة بين قيمتين بين حوالي 25٪ و 58٪. يوفر ذلك مؤشرا واضحا على أن الاختبار متغير تماما ، لكن المثال يساعد. بالنسبة لأداة من النوع الرابع المستخدمة في نفس المختبر ، يعطي الجدول 1 من ASTM D4541-02 معامل الاختلاف بنسبة 8.5٪ ، وهناك 48 درجة من الحرية ، والحد الأقصى للفرق المقبول هو 29٪. يتم تحديد الفرق في النسبة المئوية بالنسبة إلى نتيجتي اختبار من خلال المعادلة البسيطة أدناه.
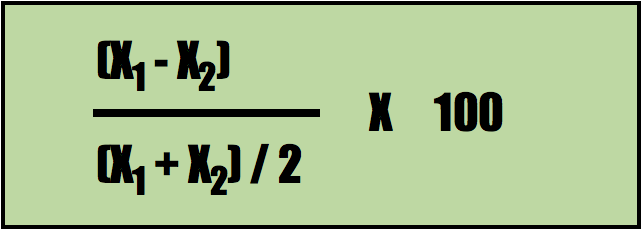
الآن ضع في اعتبارك قيمتي اختبار: 2,100 رطل لكل بوصة مربعة و 1,600 رطل / بوصة مربعة. بالتعويض بهذه في المعادلة يعطي نتيجة 27٪ ، وهو أقل من الحد الأقصى للفرق المقبول البالغ 29٪ الوارد في جدول ASTM. الدقة المعلنة لطريقة الاختبار ضعيفة للغاية بحيث لا يمكن إعلان أي من هاتين القيمتين ، 2,100 رطل / بوصة مربعة أو 1,600 رطل / بوصة مربعة ، على أنها الصحيحة. مع عينة صغيرة جدا من عدد قليل فقط من القياسات ، يجب اعتبار هاتين القيمتين بحق نفس النتيجة إلى حد كبير. هذا ليس منطقا سليما ، لكن هذه دقة بالنسبة لك ، أو عدم وجودها.
يُعتقد أحيانًا أن الدقة والدقة هما الشيء نفسه تقريبًا بينما هما في الواقع مختلفان تمامًا. فالدقة هي مسألة الوصول إلى الهدف. أما الدقة فهي مسألة إمكانية التكرار والتكرار. على سبيل المثال، عند رمي السهام والتصويب نحو عين الثور، إذا رمى المرء ثلاثة سهام بحيث يستقر كل سهم على بعد بوصة واحدة من مركز عين الثور ولكن at مسافات متباعدة في زوايا مثلث متساوي الأضلاع، فإن الدقة تكون جيدة، ولكن الدقة تكون ضعيفة. جميع السهام قريبة من الهدف، لكنها ليست قريبة من بعضها البعض. في الواقع، إنها على جميع جوانب الهدف. وعلى النقيض من ذلك، إذا استقرت السهام الثلاثة في الفتحة المزدوجة 20، تكون الدقة ضعيفة ولكن الدقة ممتازة. للحصول على دقة جيدة ودقة جيدة، يحتاج المرء إلى وضع جميع السهام الثلاثة بالقرب من عين الثور، وقريبة من بعضها البعض.
يمكن معايرة الأنواع المختلفة من أجهزة اختبار سحب الشد للحصول على دقة جيدة. ومع ذلك ، فإن عيب طريقة الاختبار هو أن الدقة ليست جيدة جدا. انها ليست دقيقة جدا في المختبر. لا تتوقع أن يكون أفضل في ظل الظروف الميدانية.
يبدو تحديد الحد الأدنى لقيمة التصاق الشد والالتصاق عند السحب 1900 رطل لكل بوصة مربعة في هذا المشروع للحصول على نسبة 5% من الالتصاق المعلن عنه والبالغ 2000 رطل لكل بوصة مربعة للطلاء المستخدم أمرًا معقولاً، إذا لم يكن المرء يعرف أي شيء عن الطلاءات كمواد، وأدوات الاختبار، وطريقة الاختبار standard ASTM D4541. لا يشبه التصاق الطلاء at الإطلاق قوة شد الفولاذ أو قوة ضغط الخرسانة. فالطلاء الذي تبلغ قيمة التصاقه 2,000 رطل لكل بوصة مربعة ليس ضعف الطلاء الذي تبلغ قيمة التصاقه 1,000 رطل لكل بوصة مربعة. في الواقع، يمكن أن يكون الطلاء ذو قيمة التصاق أقل هو الأفضل أداءً. PSI هي وحدة قياس مريحة ومألوفة. قد يتم تطبيق الطلاءات بالقدم المربع ولكنها لا تؤدي أو تفشل بالمربع أي شيء. لا تتعثر في مطاردة الأرقام السحرية.








