
يتم تنظيف الأسطح الفولاذية بشكل متكرر عن طريق التأثير الكاشطة أو بواسطة الأدوات الكهربائية قبل تطبيق الطلاءات الواقية. يجب تقييم ملف تعريف السطح الناتج بدقة لضمان الامتثال لمواصفات الوظيفة أو العقد.
ولكن هل ارتفاع الملف الشخصي وحده (المعلمة الأكثر شيوعا التي يتم قياسها) مؤشر جيد لأداء الطلاء على المدى الطويل؟
تقدم هذه الورقة تقريرا عن الاختبارات الحديثة التي قارنت العديد من الملفات الشخصية مع التصاق السحب. تم استخدام جهاز ميداني بسيط ومنخفض التكلفة للحصول على 3 معلمات ملف تعريف من 1 قياس شريط متماثل: ارتفاع الملف الشخصي ، وكثافة الذروة ، ومساحة السطح المطورة. تم إعادة قياس أسطح الاختبار باستخدام مجاهر 3D معقدة ومكلفة وتمت مقارنة النتائج بنتائج الشريط المقلدة.
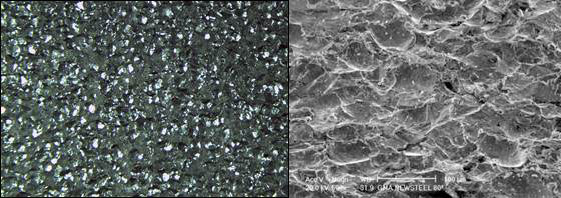
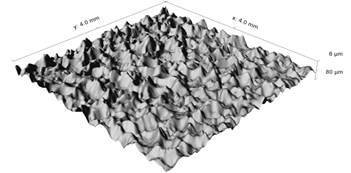
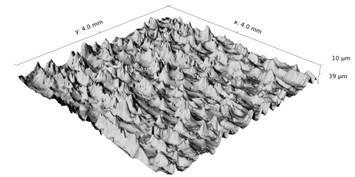
يزيل الانفجار الكاشطة وتنظيف الأدوات الكهربائية للأسطح الفولاذية الطلاءات السابقة ومقياس المطحنة والصدأ والملوثات. كما أنه يخشن السطح لتحسين التصاق الطلاء. يتكون المظهر الجانبي السطحي الناتج ، أو نمط المرساة ، من نمط معقد من القمم والوديان التي يجب تقييمها بدقة لضمان الامتثال لمواصفات الوظيفة أو العقد وضمان نجاح مشروع الطلاء (الشكل 1).
من المقبول عموما أن طبيعة هذه الأسطح تنبئ بأداء الطلاء على المدى الطويل. تشمل خصائص السطح المتفجر ذروة الارتفاع ، وكثافة الذروة ، ومساحة السطح المتقدمة ، والزاوية ، والحدة ، والشكل. يتم قياس ارتفاع الذروة (H) فقط بشكل شائع اليوم. إذا كان هذا الارتفاع غير كاف ، فلن يلتصق الطلاء. إذا كان كبيرا جدا ، فستكون هناك حاجة إلى مزيد من الطلاء لملء "الوديان" وقد تبرز القمم العالية من خلال الطلاء لتصبح بؤرا للتآكل.
تألفت طرق التوصيف المبكرة من المعايير البصرية التي تم وضعها على السطح المنفجر للمقارنة. بينما لا يزال هذا الحل النوعي مستخدما حتى اليوم ، فقد تم استبداله إلى حد كبير بأجهزة القياس الكمي التي تتراوح في السعر والتعقيد اعتمادا على ما إذا كانت مخصصة للاستخدام الميداني أو المختبري. تتضمن الطرق الميدانية الحالية الأكثر شيوعا قياس متوسط ارتفاع الملف الشخصي من الذروة إلى الوادي باستخدام ميكرومتر العمق و / أو الشريط المتماثل.
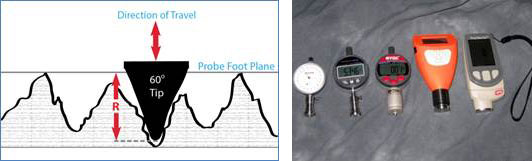
تحتوي أداة ملف تعريف سطح العمق ميكرومتر على قاعدة مسطحة تقع على السطح ومسبار محمل بنابض يسقط في وديان المظهر الجانبي للسطح. تقع القاعدة المسطحة على أعلى القمم ، وبالتالي فإن كل قياس هو المسافة بين أعلى القمم المحلية والوادي المحدد الذي سقط فيه الطرف. هذه الأجهزة مخصصة بشكل عام للأسطح المستوية ، وتتمتع بميزة قياس ارتفاعات المظهر الجانبي الكبيرة التي تتجاوز نطاق معظم الأدوات الأخرى (الشكل 2).
الشريط المقلد ، محور هذه الورقة ، معروف منذ فترة طويلة بتوصيف الأسطح. إنه بسيط وغير مكلف نسبيا ومفيد بشكل خاص على الأسطح المنحنية. تم وصف تشغيلها في عدد من المعايير الدولية بما في ذلك ASTM1 D44172 و ISO 8503-53 و NACE RP02874 و AS 3894.55.
يتكون الشريط المقلدة من طبقة من الرغوة القابلة للانضغاط الملصقة على ركيزة بوليستر غير قابلة للضغط بسمك موحد للغاية يبلغ 2 مل + 0.2 مل6 (50.8 ميكرون + 5 ميكرون). عند الضغط على سطح فولاذي خشن ، تنهار الرغوة وتشكل انطباعا عن السطح. إن وضع الشريط المضغوط بين سندان مقياس سمك ميكرومتر وطرح مساهمة الركيزة غير القابلة للضغط ، 2 مل أو 50.8 ميكرون ، يعطي مقياسا لارتفاع ملف تعريف السطح (الشكل 3).

في عام 1974، كتب كين وآخرون.7 أنه لا يمكن وصف السطح المعد للطلاء عن طريق التنظيف بالسفع بالسفع بالكامل من خلال قياس المسافة من القمة إلى الوادي (H) وحدها. وقد دعمت ورقتهم البحثية التجربة الميدانية التي أشارت إلى وجود متغير آخر مهم إلى جانب H، وهو عدد القمم لكل وحدة طول (عدد القمم - Pc) أو القمم لكل وحدة مساحة (كثافة الذروة - Pd). إلى جانب زيادة مساحة سطح الترابط، أوضحت الورقة البحثية أن زيادة عدد القمم في منطقة محددة زاد من زاوية تلك المنطقة. وقد أدى ذلك إلى زيادة إجهاد الالتصاق بالقص على الطلاء بدلاً من إجهاد الشد (السحب). وقد أدى ذلك إلى زيادة قوة التصاق الطلاء بالطلاء المطبق لأن قيم القص دائمًا ما تكون أعلى من قيم الشد. وبالطبع يجب أن يبلل الطلاء المطبق 100% من السطح.
الشكل 4 هو مثال مبسط على سبب أهمية كل من ارتفاع الذروة وكثافة الذروة لفهم أداء الطلاء. السطحان لهما أشكال هندسية مختلفة ولكن قياسات ارتفاعهما هي نفسها. للحصول على صورة أوضح للسطح المتاح للترابط ، يجب أيضا الحصول على قياسات عدد الذروة. علاوة على ذلك ، فإن كلتا القيمتين المقيستين تجعل من الممكن التحقيق في الزيادة في مساحة السطح الناتجة عن عملية التفجير الكاشطة.

ليس هناك شك في أن قياسات كثافة الذروة مهمة لصناعة التآكل ، ولكن المشكلة حتى الآن هي أن عدد الذروة لم يكن من السهل تحديده.
في يونيو من عام 2005 ورقة مهمة من قبل روبر et.al. 8 يمكن التحكم في عدد الذروة المبلغ عنها ، ومثل ارتفاع الذروة ، تؤثر على أداء الطلاء. أدى عملهم إلى إنشاء ASTM D71279 الذي تم نشره أيضا في ذلك العام.
في مقال متابعة في العام التالي ، خلصوا إلى "مقاطع الصلب المثلى لمجموعة واسعة من standard الطلاءات الصناعية التي ستبلل الأسطح تماما هي ارتفاع جانبي من 2 إلى 3 مل (50 إلى 75 ميكرون) وعدد ذروة يتراوح بين 110 و 150 قمة / بوصة (40 و 60 قمة / سم). "يعتمد عدد الذروة الأمثل لطلاء معين على خصائصه الريولوجية". وأوضحوا أن "القاعدة العامة لضبط عدد الذروة لتحسين أداء الطلاء هي استخدام أصغر وأصعب مادة كاشطة تؤدي المهمة. للحصول على سطح موحد ، تحكم في تقنية الانفجار وحجم جسيمات المادة الكاشطة. يجب أن يكون الطلاء قادرا على تبليل السطح تماما ". 10
وأوصى المؤلفون باستخدام أدوات خشونة القلم، وهي أفضل أداة ميدانية متاحة at ذلك الوقت، في صناعة التآكل لتوفير كل من المعلومات الهامة عن المظهر الجانبي - ارتفاع القمة وكثافة القمة.
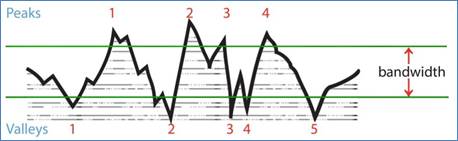
تسجل أدوات خشونة القلم الحركات لأعلى ولأسفل لقلم خارجي يمر عبر سطح (الشكل 5). يقيسون معلمة ارتفاع تسمى Rt وفقا لمعيار ISO11 4287 12 ، والذي ينتج عنه المسافة الرأسية بين أعلى قمة وأدنى وادي ضمن أي طول تقييم معين يبلغ 0.5 بوصة (12.5 مم). يتم إجراء خمسة آثار ومتوسط قيم Rt للحصول على متوسط أقصى مسافات من الذروة إلى الوادي.
حددت دراسة ASTM round robin لعام 201113 ارتفاع Rt من الذروة إلى الوادي كما تم قياسه بواسطة أدوات خشونة القلم المرتبطة ارتباطا وثيقا ب H كما تم قياسها بواسطة ميكرومتر العمق والشريط المتماثل.

ولكن إذا كانت أدوات خشونة القلم يمكن أن تولد قياسات لكل من ارتفاع الذروة وعدد القمم التي تمت مواجهتها على طول أخذ العينات ، فلماذا كانت صناعة التآكل بطيئة في تبنيها؟
من المحتمل أن يكون هذا التردد قائما على أسباب اقتصادية وعملية. أدوات خشونة القلم هشة بطبيعتها لأنها تعتمد على قلم تمت معايرته بدقة والذي غالبا ما يمتد مسافة من جسم الجهاز نفسه. يمكن أن تكون معقدة في الإعداد والتشغيل ، وتبلغ عن عدد من معلمات الخشونة ذات الأهمية المحدودة لصناعة الطلاء. كل هذه العوامل من المحتمل أن تثني المستخدمين المحتملين.
ما هي حلول القياس الأخرى المتاحة؟ يعتقد في صناعة التآكل أن أجهزة القياس النهائية يجب أن تستخدم طرقا معملية مثل قياس تداخل الضوء الأبيض ، ومجهر تباين التركيز ، ومجهر الليزر متحد البؤر ، ومجهر القوة الذرية. لكن هذه الأجهزة القوية تواجه تحديا عند قياس الأسطح المعقدة التي تم تفجيرها. إنها مكلفة للشراء ، ولا تعمل في الميدان ، وتتطلب تدريبا مكثفا لإعداد عدد لا يحصى من معلمات الاختبار للتحليل الطبوغرافي بما في ذلك أشياء مثل مناطق النطاق الميت ، وقطع الأراضي على نطاق المنطقة ، وتحليل مقياس التعقيد ، والمرشحات ، والخياطة ، وأحجام رقعة المنطقة المكانية.
يريد محترفو التآكل ببساطة معرفة ما إذا كان لديهم سطح جيد لتطبيق الطلاء عليه. هل تم تحضير السطح بشكل مناسب؟ هل هو مقبول للعميل؟ إنهم يريدون أهدافا قابلة للقياس وبارامترات انفجار قابلة للتعديل لتحقيق تلك الأهداف.
لذلك من المستحسن أن يكون لديك أداة ميدانية قوية وميسورة التكلفة مصممة خصيصا لصناعة التآكل والتي توفر قياسات ارتفاع الذروة (H) وكثافة الذروة (Pd) لإعطاء المفتشين تنبؤا أكثر جدوى وترابطا وظيفيا لأداء الطلاء أثناء تحضير السطح.
يكمن الحل في شريط النسخ المتماثل. من غير المعروف على نطاق واسع أن النسخ المتماثلة السطحية التي يتم الحصول عليها باستخدام شريط Testex تحتوي على معلومات أكثر بكثير من مجرد ارتفاع الذروة كما تم قياسه بواسطة ميكرومتر. تتوفر بيانات مهمة من خلال التصوير الرقمي.
تم استخدام شريط طبق الأصل لقياس ملف تعريف الفولاذ الكاشطة منذ أواخر عام 1960. تم وصف تشغيلها في عدد من المعايير الدولية بما في ذلك ASTM D4417 و ISO 8503-5 و NACE RP0287. بالمقارنة مع الطرق الأخرى ، فإنه يتميز بمزايا الصلابة ، وتكلفة بدء التشغيل المنخفضة نسبيا ، والتكرار الجيد وخيار الاحتفاظ بنسخة طبق الأصل مادية من السطح الذي يتم تقييمه. يتم استخدام هذه الطريقة على نطاق واسع ومفهومة على نطاق واسع. (الشكل 7)

ومن المزايا الإضافية، التي لا يتم تقديرها في بعض الأحيان، أن طريقة النسخ المتماثل، على عكس تقنيات القلم، تأخذ عينات من منطقة متجاورة ثنائية الأبعاد (ثنائية الأبعاد) كبيرة بما يكفي لإنتاج إحصائيات قوية. على سبيل المثال، يقوم مسح إلكتروني واحد لاختبار خشونة السطح بأخذ عينات من خط على طول سطح كاشط مكسور يبلغ طوله 12.5 مم (0.5 بوصة) وعرضه 10 ميكرومتر لمساحة إجمالية تبلغ 0.12 مم2. وتبلغ عينة واحدة من الرغوة البلاستيكية المتماثلة حوالي 31 مم2، وهي مساحة أكبر بـ 250 مرة، وهناك طريقة جديدة تتمثل في استخدام خاصية للشريط ترتبط بقدرة الشريط على تكرار الأسطح ولكنها تختلف عن قدرتها على تكرار الأسطح، أي زيادة الإرسال البصري للشريط عند ضغطه. يتناسب الإرسال مع درجة الضغط. استخدمت العديد من الاختبارات التي أجريت لهذه الورقة البحثية الدرجات الخشنة والخشنة X- الخشنة الحالية من شريط النسخ المتماثل. ولتحسين الدقة البصرية وتقليل التشوهات البصرية، قدمت شركة Testex14 أيضًا نسخة بصرية من شريطها من الدرجة X-Coarse الذي تم توفيره مؤخرًا تجاريًا.
تكشف صورة لقطعة شريط مضاءة من الخلف (الشكل 9) عن مناطق فاتحة ذات ضغط أعلى (قمم) ومناطق مظلمة ذات ضغط منخفض (وديان).

باستخدام مبدأ الشفافية ، يمكن تحديد عدد الذروة ببساطة عن طريق حساب النقاط المضيئة على الانطباع كما تم التقاطها بواسطة مستشعر الصورة الرقمية. تتوافق قياسات السطوع هذه مع قياسات السماكة ، والتي بدورها تعكس ملف تعريف السطح الأصلي. يمكن للأداة المحمولة (الشكل 11) تحديد القمم وتحديد كثافة الذروة المساحية ، أي عدد القمم الموجودة لكل ملليمتر مربع ، أو Pd ، على النحو المحدد بواسطة ASME B46.115.
على الرغم من شعبيتها في صناعات تصنيع المعادن ، إلا أن أجهزة اختبار الخشونة القائمة على القلم تواجه تحديا من خلال الأنماط المعقدة الناتجة عن عمليات تنظيف الأسطح. إنها تقيس خطا واحدا فقط على سطح خشن ومعظم الميزات التي تسجلها على أنها "قمم" هي في الواقع "أكتاف ذروة" حيث يتم تتبع القلم على جانب القمة بدلا من أعلى القمة (الشكل 16). في المقابل ، تقوم عدادات ذروة الشريط المقلدة ، مثل ملفات التعريف البصرية لقياس التداخل الدقيقة والمكلفة على مستوى المختبر ، بحساب كثافات الذروة الحقيقية ثنائية الأبعاد.
ميزة أخرى لهذه الصور هي أنه يتم استخدام المزيد من البيانات لاشتقاق كل قياس (1,000,000 نقطة لقياس شريط نسخة طبق الأصل مقابل 5,000 نقطة لمسح قلم واحد مقاس 1 بوصة). بالإضافة إلى ذلك ، يتم كل ذلك باستخدام أداة ميدانية وعرة تستخدم أجهزة غير مكلفة للحصول على بيانات توصيف السطح مماثلة لتلك التي تم الحصول عليها من الأدوات المختبرية.
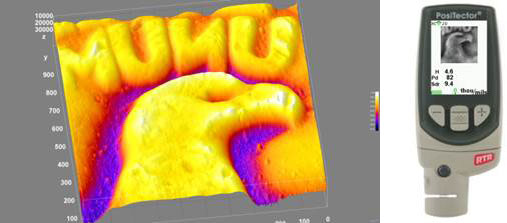
يمكن استخلاص معلمات إضافية لتوصيف السطح بمجرد تطبيق علاقة السُمك/الشفافية على تفسير صورة الشدة باستخدام برنامج عرض ثلاثي الأبعاد (3D). والنتيجة هي خرائط ثلاثية الأبعاد لسطح الفولاذ المنفوخ بتكلفة أقل بكثير من أجهزة قياس التداخل أو التنميط متحد البؤر. يظهر مثال على كيفية عمل العملية في الأشكال من 10 إلى 12.



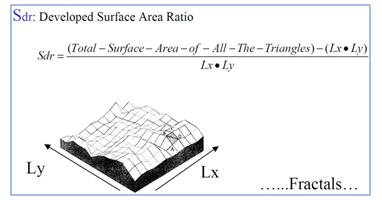
من صور 3D ، من الممكن قياس معلمة نهائية ذات صلة يعتقد أنها تساعد في تعزيز الترابط الكيميائي والميكانيكي ، أي الزيادة في مساحة السطح الناتجة عن عملية التفجير. Sdr هي نسبة المساحة البينية المطورة16 معبرا عنها كنسبة مئوية من مساحة السطح الإضافية التي يساهم بها النسيج مقارنة بالمستوى المثالي بحجم منطقة القياس. يعتقد محترفو الطلاء أن معلمة الملف الشخصي هذه تعطي ارتباطا وظيفيا بتقنية التطبيق من خلال تزويدهم بقيمة صلابة - مساحة السطح الإضافية الناتجة عن التفجير كنسبة مئوية للزيادة (المساحة الحقيقية / مساحة x-y). 17 ومع ذلك ، فإن المناقشات اللاحقة في هذه الورقة ستشير إلى أن هناك القليل من المزايا العملية في الإبلاغ عن مساحة السطح المتقدمة في صناعة تنظيف الانفجارات.
لإثبات قياسات الشريط المتماثل 3D ، تمت مقارنة قياسي المعلمات الجديدين اللذين تم الحصول عليهما من الشريط ، كثافة الذروة Pd ومساحة السطح المتقدمة Sdr ، بطريقتين ثابتتين لقياس خشونة السطح: الفحص المجهري متحد البؤر وقياس ملامح القلم.
تمثلت الخطوة الأولى التي تم اتخاذها في التأكد من أن تصوير شدة الضوء للشريط المتماثل أسفر عن قيم Pd وSdr مماثلة لتلك التي تم الحصول عليها باستخدام الطرق المختبرية المعروفة. أُجريت دراسة باستخدام ثلاثة ألواح فولاذية أعدتها معامل KTA18. استُخدمت وسائط التفجير Amasteel G وGMA Garnet Coarse وAmasteel S-230/G40. أُرسلت الألواح الثلاثة إلى معهد WPI19 مع 3 مجموعات من أشرطة متماثلة مصقولة من الدرجة البصرية لقياسها باستخدام مجهر LEXT متحد البؤر (الشكل 13).

تم تحديد عتبة الصور at القيمة المتوسطة زائد 10% من Sz20. تم احتساب جميع الجزر التي تزيد مساحتها عن 1000 ميكرومتر مربع كذروة لأغراض المقارنة. كانت النتائج قابلة للمقارنة (الشكل 14).

لمقارنة القياسات من صور الشريط المتماثل ثلاثي الأبعاد بأدوات خشونة القلم، تم أخذ قياسات كثافة الذروة على الألواح الخمسة المستخدمة في دراسة ASTM المستديرة لعام 2011. وقد وفّر ذلك نتائج اختبار القلم من أحد عشر مشغلًا مستقلًا قاموا بقياس ذروة التعداد الخطي أو Pc أو Rpc خمس مرات على كل من الألواح الخمسة باستخدام ثلاث أدوات خشونة القلم المتاحة تجاريًا: Mitutoyo SJ-201، وTyl Taylor Hobson Surtronic 25، وMahrSurf PS1.
للحصول على بيانات تصوير الشريط المتماثل ثلاثي الأبعاد، تم إجراء ثلاث عمليات صقل على كل لوحة باستخدام شريط متماثل من الدرجة البصرية وقياسها باستخدام جهاز تصوير الشريط المتماثل PosiTector 6000 RTR-P (الشكل 11).
نظرا لأن أدوات خشونة القلم تنتج قياسا ثنائي الأبعاد في القمم / مم وطريقة الشريط المتماثل 3D تنتج قياسات في القمم / مم 2 ، فإن مجموعتي البيانات غير قابلتين للمقارنة بشكل مباشر. لأغراض هذا التحليل ، تم تربيع قياسات خشونة القلم ، بحيث تسفر كلتا تقنيتي القياس عن قياسات قابلة للمقارنة من حيث الأبعاد. يتم تلخيص مقارنة طرق القياس في الشكل 15.

كما يتضح من هذا الرسم البياني ، هناك علاقة خطية قوية بين طريقتي القياس. تقع القياسات على أربع من اللوحات الخمس المختبرة ضمن لوحة واحدة standard انحراف خط الاتجاه عبر نقطة الأصل. ومع ذلك ، يمكن استخلاص ملاحظتين من الشكل 15. أولا ، لا توجد علاقة 1: 1 بين طريقتي القياس. ثانيا ، البيانات ليست مناسبة تماما لخط الاتجاه ، مما ينتج عنه قيمة R2 تبلغ 0.91.
عدم وجود علاقة 1: 1 بين القياسات التربيعية لأداة القلم وطرق التصوير ثلاثية الأبعاد ليس مفاجئا. على الرغم من أن تربيع قياسات أداة القلم ينتج عنه قياسات بنفس الأبعاد ، إلا أنه لا يمكن أن يفسر الطبيعة ثنائية الأبعاد لأداة القلم. على سبيل المثال ، عند تتبع خط مستقيم ، من الممكن عبور سلسلة من التلال عدة مرات ، مما يؤدي إلى "قمم" متعددة حيث توجد في الواقع قمة واحدة مجاورة لمسار القلم. بالإضافة إلى ذلك ، فإن تصنيف ما يشكل "ذروة" في ثلاثة أبعاد ليس تافها ، ومن المحتمل أن يتجاهل تحليل التصوير 3D الميزات التي من شأنها أن تسجل كذروة على أداة خشونة القلم.

قد تسجّل أدوات خشونة القلم 0 أو 1 أو 2 من القمم اعتمادًا على مسار التتبع. من غير الواضح لماذا لا تتناسب البيانات مع خط الاتجاه بشكل مثالي. نظرًا لأن كل لوحة من لوحات الاختبار الخمس كان الهدف منها أن تعكس مجموعة واسعة من طرق التحضير المختلفة، فمن المحتمل أن يكون التباين جزئيًا at الأقل بسبب أوجه القصور في أداة القلم. في المقاطع الجانبية ذات القمم الحادة والضيقة، يمكن للقلم في بعض الأحيان أن يدور حول القمة، بدلاً من التحرك فوقها. يمكن أن يؤدي ذلك إلى انخفاض قراءة أداة القلم في بعض التشكيلات الجانبية.
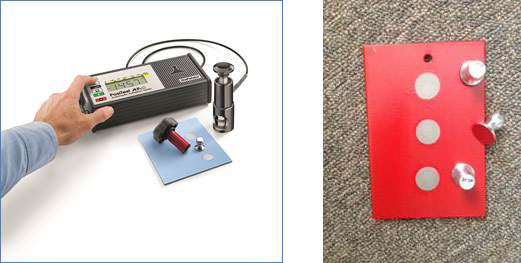
بالنظر إلى البحث السابق الذي أجراه Roper et. على العلاقة بين الالتصاق وكل من ارتفاع الملف الشخصي (H) وكثافة الذروة (Pd) ، أجريت دراسة لتحديد ما إذا كانت طرق التصوير الشريطي المتماثل 3D قد أعطت نتائج مماثلة. تم تحضير خمسة وعشرين عينة فولاذية بواسطة Sponge-Jet21 باستخدام مجموعة متنوعة من وسائط الانفجار. بعد التفجير ، تم إجراء القياسات باستخدام جهاز تصوير الشريط المتماثل 3D. ثم تم رش العينات بإيبوكسي ، وأكريليك مكون من 2 ، وطلاء مركب بوليمر وسمح لها بالمعالجة. ثم تم إجراء ثلاثة اختبارات التصاق السحب على كل عينة باتباع طريقة الاختبار الموضحة في ASTM D454122 باستخدام جهاز اختبار التصاق السحب الهيدروليكي من النوع V الموصوف في الملحق A4 (طريقة الاختبار E) من ذلك standard (الشكل 17).
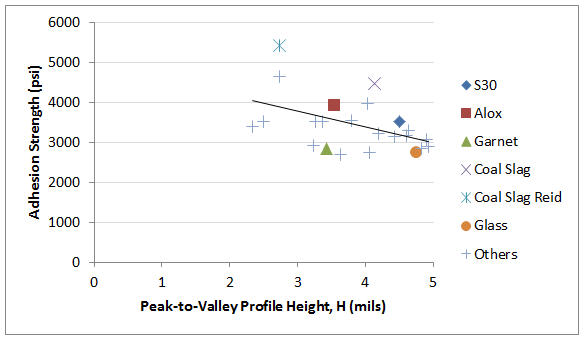
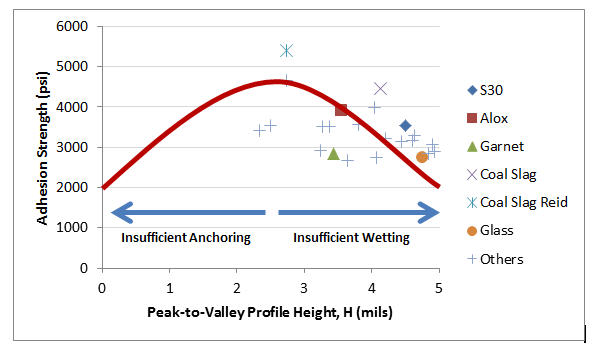
في ورقة روبير وآخرون البحثية لعام 2006، تم وضع فرضية مفادها أنه "من خلال خبرة المؤلفين، فإن المقاطع الجانبية الفولاذية المثلى لمجموعة واسعة من الطلاءات الصناعية standard التي ستبلل الأسطح بالكامل هي ارتفاع مقطع جانبي يتراوح بين 2 إلى 3 مل (50 إلى 75 ميكرون)". يبدو أن الملاحظات في هذه الدراسة تؤكد هذه الفرضية. وقد لوحظت أعلى قوة التصاق في نطاق 2 - 3 مل، مع انخفاض قيم الالتصاق مع زيادة ارتفاعات المظهر الجانبي فوق 3 مل (الشكل 18). على الرغم من عدم أخذ أي عينات بارتفاعات جانبية أقل من 2 مل، إلا أنه من المفترض أن تبدأ مستويات الالتصاق في الانخفاض مع انخفاض ارتفاع المظهر الجانبي. كما ذُكر سابقًا في هذه الورقة، من المفترض أن الالتصاق يبدأ في الانخفاض at المقاطع الجانبية التي يزيد ارتفاعها عن 3 مل بسبب فشل الطلاء في تبليل الركيزة بالكامل. يُفترض أن الالتصاق يبدأ في الانخفاض at المقاطع الجانبية التي يقل ارتفاعها عن 2 ميل بسبب عدم وجود مقطع جانبي كافٍ لتثبيت الطلاء. تم وضع خط اتجاه افتراضي مع ثبات Pd وSdr على بيانات هذه الدراسة في الشكل 19.
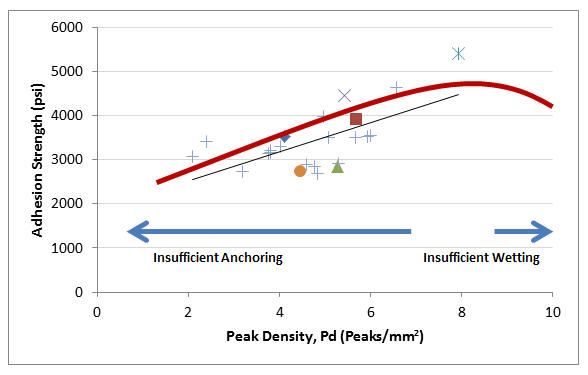
يبدو أن هناك علاقة إيجابية قوية بين كثافة الذروة والالتصاق (الشكل 20) ، مما يعزز فرضية Roper et.al القائلة بأن عدد الذروة وثيق الصلة بأداء الطلاء. أكدت ورقتهم "الملامح الفولاذية المثلى لمجموعة واسعة من standard الطلاءات الصناعية التي ستبلل الأسطح تماما ... عدد الذروة بين 110 و 150 قمة / بوصة (40 و 60 قمة / سم)".

ونظرًا لأن المؤلفين استخدموا في بحثهم مقياس لمحة القلم في بحثهم، فإن أرقامهم لا يمكن مقارنتها مباشرة بالبيانات الواردة في هذه الدراسة. ومع ذلك، وباستخدام العلاقة الواضحة بين قياسات مقياس ملامح القلم والقياسات البصرية للشريط المتماثل ثلاثي الأبعاد التي تم الإبلاغ عنها سابقًا في هذه الورقة، يمكن اشتقاق كثافة ذروة مكافئة ثلاثية الأبعاد تتراوح بين 4 و8 قمم/مم2. ومن ثم، يُفترض أن العلاقة الإيجابية الملحوظة بين قوة الالتصاق وكثافة الذروة لن تستمر at كثافات ذروة أكبر من تلك التي لوحظت في هذه الدراسة. يوضح الشكل 21 هذه العلاقة المفترضة بين الالتصاق و Pd مع ثبات H و Sdr.
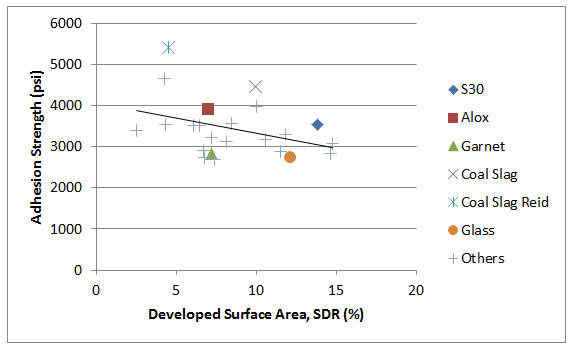
يلخص الشكل 22 رسم بياني لمساحة السطح المطورة الملاحظة مقابل الالتصاق. يبدو at الأولى أن البيانات تتناقض مع تأكيد روبر وآخرون على أنه "كلما زادت مساحة السطح للطلاء، كان ذلك أفضل". ومع ذلك، يمضي المؤلفون في التأكيد على أن الطريقتين الأساسيتين لزيادة مساحة السطح، زيادة ارتفاع الذروة وزيادة كثافة الذروة، يمكن أن تمنع الترطيب وتضر بأداء الطلاء بعد النقطة المثلى. ويعتقد أن البيانات الواردة في هذه الدراسة تعكس تأكيدهم. يبدو أن قياسات مساحة السطح المطورة العالية في العديد من العينات (الخرز الزجاجي على سبيل المثال) كانت انعكاسًا للمسافات العالية من الذروة إلى الوادي في تلك العينات. لذلك ليس من المستغرب أن العينات ذات المساحات السطحية المطورة العالية بسبب الارتفاعات العالية جدًا من القمة إلى الوادي أظهرت أداءً ضعيفًا في الطلاء.
يعتقد أن مقدار مساحة السطح المتزايدة الناتجة عن التفجير الكاشطة يرتبط ارتباطا مباشرا بارتفاع الذروة وكثافة الذروة مما يلغي الحاجة إلى قياسها والإبلاغ عنها. وترد مناقشة أخرى في التذييل.
من المقبول عموما أن طبيعة الأسطح الفولاذية الكاشطة التي يتم تنظيفها بالانفجار تنبئ بأداء الطلاء على المدى الطويل. لا تفهم صناعة التآكل تماما ديناميكيات هذه المشكلة المعقدة ، ولكن لديها العديد من المعلمات القابلة للقياس المتاحة لها بما في ذلك ارتفاع الذروة ، وكثافة الذروة ، ومساحة السطح ، والزاوية ، والحدة ، والشكل. تشير معتقدات الصناعة الشائعة إلى أن زيادة العديد من هذه المعلمات ستحسن أداء الطلاء على المدى الطويل. تشير البيانات التجريبية إلى أن الأمر ليس بهذه البساطة.
يتم قياس أهم هذه المعلمات ، ارتفاع الذروة (H) ، بشكل شائع اليوم وعادة ما يكون المعلمة الوحيدة المبلغ عنها. في حين أن أهميتها لا يمكن إنكارها ، إلا أن معلمة واحدة وحدها لا تصف بشكل كامل ديناميكيات علاقة الطلاء / الركيزة.
كثافة الذروة (Pd) هي أيضا مؤشر مهم للأداء. في حين أنه لا يمكن أن يكون مقياسا وحيدا مثل H لعدة عقود ، إلا أنه يوفر مع H تنبؤا أفضل لأداء الطلاء على المدى الطويل كما تم قياسه بواسطة اختبار الالتصاق بالسحب.
تساعد هذه العلاقة في تفسير سبب عدم كون قياسات H وحدها دائما طريقة موثوقة للتنبؤ بالأداء لجميع أنواع الطلاء. قد يرتبط الطلاء بسطح به H منخفض و Pd مرتفع تماما وكذلك بسطح به H مرتفع و Pd منخفض. لهذا السبب ، يجب على صناعة التآكل الإبلاغ عن كلتا القيمتين حتى يتمكن العملاء من تحديد أفضل نسبة لتطبيق الطلاء الخاص بهم. يتم التحكم في كلتا المعلمتين من خلال الاختيار الصحيح لنوع وحجم المواد الكاشطة. ربما سيتم تحديد معلمة هجينة في المستقبل.
تحتوي النسخ المتماثلة السطحية التي تم الحصول عليها باستخدام شريط متماثل على معلومات أكثر بكثير من H فقط كما تم قياسها بواسطة ميكرومتر. تتوفر بيانات مهمة من خلال التصوير الرقمي. يمكن لجهاز محمول بسيط ومنخفض التكلفة يستخدم مستشعرات السماكة والتصوير أن يميز الشريط المتماثل ويولد صورا وإحصائيات للسطح الأصلي ، والأهم من ذلك ، Pd.
تؤكد نتائج هذه الدراسة وجود علاقة وثيقة بين الشريط المتماثل وخشونة القلم وقياسات الفحص المجهري متحد البؤر لأهم معلمتين 2:
H - متوسط الحد الأقصى للمسافات من الذروة إلى الوادي التي تم الحصول عليها عن طريق قياس سمك الشريط المتماثل المصقول باستخدام ميكرومتر أو مستشعر سمك يتم ضبطه لعدم خطية الشريط. تنتج أفضل قيم التصاق السحب من ارتفاعات المظهر الجانبي الموحدة في حدود 2.5 ميل (65 ميكرومتر) مع سطح ذروة مرتفع حيث تبلل الطلاءات المطبقة مائة بالمائة من السطح.
Pd - كثافة الذروة المساحية وفقا ل ASME B46.1. تؤدي زيادة هذه القيمة إلى زيادة الزاوية لتطوير المزيد من القوة في التصاق القص بدلا من الشد. للحصول على أفضل التصاق بالطلاء (الحماية من التآكل) ، يجب أن يكون عدد الذروة مرتفعا قدر الإمكان مع ضمان الترطيب الكامل للسطح المحضر.
يود المؤلف أن ينوه بالمساعدة التي قدمها ليون فاندرفالك من شركة DeFelsko.
حدود حقوق السحب الخاصة
وفقا ل ASME B46.1 ، فإن نسبة المساحة البينية المطورة Sdr هي النسبة المئوية لمساحة السطح الإضافية التي يساهم بها النسيج مقارنة بالمستوى المثالي بحجم منطقة القياس كما هو محسوب في الشكل 23. يتم حسابه كدالة للمقياس عن طريق جمع مساحات سلسلة من البلاطات الافتراضية التي تغطي السطح المقاس بطريقة مرقعة.
تكمن صعوبة استخدام هذه الطريقة لتوصيف سطح فولاذي كاشط في أن الحسابات تخضع لتفسير التعريف. إذا اختار المختبر مثلثا صغيرا جدا مع جهاز مسح عالي الاستبانة، فسيشير حتما إلى زيادة أعلى في مساحة السطح من مختبر آخر يستخدم معدات مختلفة ذات إعدادات عتبة أقل (الشكل 24). تزداد المساحة الإجمالية المقاسة بواسطة بلاط المثلث مع انخفاض مقياس الملاحظة (مساحة البلاط).


يعتقد أن مقدار مساحة السطح المتزايدة الناتجة عن التفجير الكاشطة يرتبط ارتباطا مباشرا بارتفاع الذروة وكثافة الذروة مما يلغي الحاجة إلى قياسها والإبلاغ عنها. H و Pd كافية. البديل هو حسابه بطريقة مماثلة لصيغة فيثاغورس التالية:

من المفترض أنه إذا تم الحفاظ على ارتفاع الذروة وكثافة الذروة ثابتة ، فسيكون هناك ارتباط إيجابي بين مساحة السطح المتقدمة وقوة الالتصاق. ومع ذلك ، يبدو هذا الارتباط الإيجابي طفيفا ، وكما تظهر هذه الدراسة ، فهو ليس مهما مقارنة بتأثيرات ذروة الارتفاع وكثافة الذروة. علاوة على ذلك ، فإن مؤلف هذا البحث غير مدرك لأي وسيلة عملية لتعديل مساحة السطح المطورة باستخدام الوسائط الكاشطة مع الحفاظ على ارتفاع الذروة وقيم كثافة الذروة ثابتة. لذلك يبدو أن هناك القليل من المزايا العملية في الإبلاغ عن مساحة السطح المتقدمة في صناعة تنظيف الانفجار.
-------------------------------------------------------------------------------------------------------------------
1 ASTM الدولية ، 100 بار هاربور درايف ، غرب كونشوهوكين ، بنسلفانيا 19428.
2 ASTM D4417 "Standard طرق اختبار القياس الميداني للملف السطحي للصلب المنظف بالانفجار "(ASTM International ، West Conshohocken ، PA)
3 ISO 8503-5 "تحضير الركائز الفولاذية قبل تطبيق الدهانات والمنتجات ذات الصلة - خشونة السطحخصائص الركائز الفولاذية التي يتم تنظيفها بالانفجار - الجزء 5: طريقة الشريط المقلدة لتحديد ملف تعريف السطح" (جنيف ، سويسرا: ISO)
4 ناتس Standard RP0287-2002 ، "القياس الميداني لملف تعريف السطح للأسطح الفولاذية الكاشطة التي يتم تنظيفها بالانفجار باستخدام شريط طبق الأصل". (الرابطة الوطنية لمهندسي التآكل (NACE) ، 1440 South Creek Dr. ، هيوستن ، تكساس ، الولايات المتحدة الأمريكية 77084-4906)
5 أسترالي Standard AS 3894.5-2002 ، "اختبار موقع الطلاءات الواقية ، الطريقة 5: تحديد المظهر الجانبي للسطح". (معايير أستراليا ، GPO Box 476 ، سيدني نيو ساوث ويلز 2001 أستراليا)
6 للتحويل من الوحدات الإمبراطورية إلى الوحدات المترية ، استخدم 1 مل = 25.4 ميكرون (ميكرومتر).
7 JD Keane و JA Bruno و R.E.F. Weaver ، ملف تعريف السطح للدهانات المضادة للتآكل ، المنشور # 74-01 ، SSPC: جمعية الطلاءات الواقية ، بيتسبرغ ، بنسلفانيا 15222 ، 1974
8 H.J. Roper، R.E.F. Weaver، and J.H. Brandon، تأثير عدد الذروة أو خشونة السطح على أداء الطلاء، مجلة الطلاءات والبطانات الواقية، يونيو 2005، ص 52 - 64
9 ASTM D7127 "Standard طريقة اختبار لقياس خشونة السطح للأسطح المعدنية الكاشطة التي تم تنظيفها باستخدام أداة قلم إلكتروني محمول" (ASTM International ، West Conshohocken ، PA)
10 H.J. Roper، R.E.F. Weaver، and J.H. Brandon، ذروة الأداء من المواد الكاشطة، مجلة الطلاءات والبطانات الواقية، حزيران/يونيه 2006، الصفحات 24 - 31
(11) المنظمة الدولية للتوحيد القياسي (ISO)، 1 rue de Varembé, Case postale 56, CH-1211, جنيف 20, سويسرا
12 ISO 4287: 1997 "مواصفات المنتج الهندسية (GPS) - نسيج السطح: طريقة ملف التعريف - المصطلحات والتعاريف ومعلمات السطح" (جنيف ، سويسرا: ISO)
13 تقرير بحث ASTM RR: D01-1169 (ASTM الدولية ، غرب كونشوهوكين ، بنسلفانيا)
14 Testex 8 فوكس لين، نيوارك، دي دي 19711 الولايات المتحدة الأمريكية
15 ASME B46.1-2009 "نسيج السطح (خشونة السطح ، التموج ، والزرع)" (الجمعية الأمريكية للمهندسين الميكانيكيين ، ثري بارك أفينيو ، نيويورك ، نيويورك 10016-5990 الولايات المتحدة الأمريكية)
16 ISO 25178-2 "مواصفات المنتج الهندسية (GPS) - نسيج السطح: المساحة - الجزء 2: المصطلحات والتعاريف ومعلمات نسيج السطح" (المنظمة الدولية للتوحيد القياسي (ISO) ، 1 rue de Varembé ، Case postale 56 ، CH-1211 ، جنيف 20 ، سويسرا)
17 C.A. براون و S. Siegmann ، "المقاييس الأساسية للالتصاق وتحليل كسورية على نطاق المنطقة" ، المجلة الدولية للأدوات الآلية والتصنيع ، 41 (2001) 1927-1933
18 KTA-Tator، Inc. (KTA) ، 115 Technology Drive ، بيتسبرغ ، بنسلفانيا 15275 الولايات المتحدة الأمريكية.
19 معهد ورسستر للفنون التطبيقية. (WPI) ، 100 طريق المعهد ، ورسستر ، ماساتشوستس 01609-2208 الولايات المتحدة الأمريكية ماثيو أ. جليسون تحت إشراف البروفيسور كريستوفر أ. براون.
20 هذه معلمة ثلاثية الأبعاد موسعة من معلمة الخشونة (2D) Rz. إنها المسافة بين أقصى قمة وأقصى وادي على السطح داخل المنطقة المقاسة.
21 Sponge-Jet، Inc. ، 14 باترسون لين ، نيوينجتون ، NH 03801 الولايات المتحدة الأمريكية تحت إشراف مايكل ميريت
22 ASTM D4541 "Standard طريقة اختبار قوة سحب الطلاء باستخدام أجهزة اختبار الالتصاق المحمولة "(ASTM International ، West Conshohocken ، PA)
23 كريستوفر أ. براون ، ويليام أ. جونسن ، كيفن إم هولت ، حساسية المقياس ، تحليل الفركتلات والمحاكاة ، Int. J. Mach. أدوات manufact. المجلد 38، الأعداد 5-6، الصفحات 633-637، 1998)

ديفيد بيميش (1955-2019) ، الرئيس السابق لشركة DeFelsko Corporation ، وهي شركة مقرها نيويورك لتصنيع أدوات اختبار الطلاء المحمولة التي تباع في جميع أنحاء العالم. حصل على شهادة في الهندسة المدنية وأكثر من 25 عاما من الخبرة في تصميم وتصنيع وتسويق أدوات الاختبار هذه في مجموعة متنوعة من الصناعات الدولية بما في ذلك الطلاء الصناعي وفحص الجودة والتصنيع. أجرى ندوات تدريبية وكان عضوا نشطا في العديد من المنظمات بما في ذلك NACE و SSPC و ASTM و ISO.


.jpg)


