
يعد قياس المعلمات الفيزيائية مثل سمك الطلاء وملف تعريف السطح ونقطة الندى مهمة شائعة للمفتشين والقائمين على التطبيق. ومع ذلك ، فإن هذه القياسات دقيقة فقط مثل الأداة التي تقوم بها. حتى الأدوات الإلكترونية عالية الجودة يمكن أن تسفر عن قياسات غير صحيحة إذا لم يتم اتباع ثلاث خطوات رئيسية: المعايرة والتحقق والتعديل. في هذه الورقة ، يتم شرح هذه الخطوات التي يساء فهمها في كثير من الأحيان على النحو المحدد في ASTM D70911 و ISO 2808 2 و SSPC-PA2 3. كما ستتم مناقشة أهمية شهادة المعايرة "الطويلة" ، التي يمكنها إجراء المعايرة ، والتطبيقات التي قد تتطلب تعديلات ميدانية.
كلمة "معايرة" لها معاني مختلفة اعتمادا على الصناعة أو الإعداد الذي يتم استخدامه فيه. هناك فرصة جيدة لأن يسيء شخص تعرفه فهم مصطلحي المعايرة والمعايرة من حيث صلتهما بصناعة فحص الطلاء. سوف يفاجأون عندما يعلمون أنه لا يمكنهم فقط معايرة مقياسهم بأنفسهم ، ولكن لا يوجد عادة فاصل زمني ثابت لإعادة المعايرة أيضا.
للحصول على مؤشر على مدى صعوبة تعريف مصطلحات المعايرة ، لا يحتاج المرء إلى النظر إلى أبعد من عدد لا يحصى من التعريفات المتاحة من المنظمات الكبرى. ليس من المستغرب أن تختلف التفسيرات نظرا لتحديات تعريف كلمة مستخدمة في العديد من الصناعات للعديد من أنواع الأدوات.
ويتمثل النهج الأبسط في شرح مصطلحات المعايرة من حيث صلتها بقطاع صناعي معين، وهو في هذه الحالة صناعة الطلاءات الواقية. وهنا تتفق ISO وASTM وSSPC وغيرها بشكل عام.
المعايرة في صناعة فحص الطلاء
يصف ASTM D7091 استخدام عدادات التيار الدوامي المغناطيسي لسمك الفيلم الجاف وهو نموذجي للعديد من المعايير. يعرف المعايرة بأنها:
"... عملية عالية المستوى ومضبوطة وموثقة للحصول على قياسات على معايير المعايرة التي يمكن تتبعها على نطاق التشغيل الكامل للمقياس ، ثم إجراء تعديلات القياس اللازمة (كما هو مطلوب) لتصحيح أي ظروف خارج التسامح. يتم إجراء معايرة مقاييس سمك الطلاء من قبل الشركة المصنعة للمعدات أو وكيلها المعتمد أو بواسطة مختبر معايرة معتمد في بيئة خاضعة للرقابة باستخدام عملية موثقة. نتيجة المعايرة هي استعادة / إعادة تنظيم المقياس لتلبية / تجاوز الدقة المعلنة للشركة المصنعة ".
وضمن هذا التعريف هناك بعض المصطلحات الجديرة بمناقشة إضافية:
"معايرة يمكن تتبعها Standard": في الأساس ، الغرض من المعايرة هو التأكد من أن الأداة تقرأ ضمن التسامح إلى standard ذات قيمة معروفة. تقع مسؤولية تحديد هذه القيم المعروفة (الوزن والمسافة وما إلى ذلك) على عاتق منظمة تسمى المكتب الدولي للأوزان والمقاييس (BIPM).
يعمل BIPM مع المعاهد الوطنية للأرصاد الجوية مثل NIST (الولايات المتحدة الأمريكية) و NPL (المملكة المتحدة) و PTB (ألمانيا) ، الذين يحافظون على Standard المواد المرجعية (SRMs) ل standard مقاييس مثل الطول والوزن والوقت. هذه SRMs هي قطع أثرية عالية الدقة تستخدم كمعايير معايرة لمعدات القياس الأكثر دقة.
نظرا لأنه ليس من الممكن للجميع المعايرة مقابل SRM ، يتم استخدام SRMs لمعايرة معايير المعايرة الأولية ؛ تستخدم المعايير الثانوية لمعايرة معايير العمل ؛ وتستخدم معايير العمل لمعايرة أدوات العملية. من خلال هذه "السلسلة" من المعايير ، يمكن في النهاية تتبع الأدوات مباشرة إلى قطعة أثرية SRM دون الحاجة إلى قياس تلك القطعة الأثرية.
منذ أداة أو standard دائما أقل دقة من standard التي تقوم بمعايرتها ، تحدث زيادة في عدم اليقين مع تحرك المرء إلى أسفل سلسلة المعايير.
يتم قبول نسبة عدم اليقين في الاختبار (TUR) البالغة 4: 1 بشكل عام في الصناعة ، مما يعني أن تحمل الأداة أكبر بأربع مرات من عدم اليقين في standard التي تم قياسها مقابل. على سبيل المثال ، عند استخدام TUR بنسبة 4: 1 ، فإن مقياس سمك الطلاء الذي تمت معايرته وفقا للمعايير مع عدم يقين يبلغ ± 0.05 مل سيكون له تسامح أو دقة معلنة تبلغ ± 0.2 مل.
بموجب اتفاقية الاعتراف المتبادل التي تم توقيعها بين المعاهد الوطنية الرئيسية للأرصاد الجوية ، تعترف جميع المعاهد المشاركة بصحة شهادات المعايرة والقياس الخاصة ببعضها البعض.
"مختبر المعايرة المعتمد": يحد ASTM D7091 الأطراف التي يمكنها إجراء المعايرة من "الشركة المصنعة للمعدات أو وكيلها المعتمد أو ... مختبر معايرة معتمد". في حين أن الفئتين الأوليين بديهيتان ، فإن مفهوم "مختبر المعايرة المعتمد" أقل وضوحا. تحدد ISO / IEC 17025 متطلبات الاعتماد ويمكن للمختبرات الحصول على هذا الاعتماد من خلال هيئة اعتماد موقعة على اتفاقية التعاون الدولي لاعتماد المختبرات (ILAC).
ومع ذلك ، فإن اعتماد ISO 17025 للمختبر ينطبق فقط على أنشطة معايرة محددة. يسرد نطاق اعتماد المختبر الأنشطة التي تم اعتماد المختبر للقيام بها، بالإضافة إلى عدم اليقين في القياس الذي يستطيع المختبر معايرته. إذا كنت تستخدم مختبر معايرة تابع لجهة خارجية ، فمن الأهمية بمكان التأكد ليس فقط من اعتماده ، ولكن أيضا من أن نطاقه المعتمد يشمل الأدوات التي تسعى إلى معايرتها. على الرغم من وجود عدد كبير من المختبرات المعتمدة من ISO 17025 ، إلا أن القليل منها معتمد لمعايرة معدات فحص الطلاء.
عند معايرة أداة ، يتم إصدار مستند يسمى شهادة المعايرة (الشكل 1). تسجل هذه الوثيقة نتائج القياس الفعلية وجميع المعلومات ذات الصلة بمعايرة أداة ناجحة بما في ذلك إمكانية التتبع إلى المستوى الوطني standard. غالبا ما تتطلب مواصفات الوظيفة إثباتا لمعايرة حديثة.
العديد من الشركات المصنعة لمعدات الاختبار لا توفر شهادات المعايرة. بدلا من ذلك ، قد يقدمون "شهادات المطابقة" أو "شهادات الامتثال" أو "شهادات الدقة" أو "الشهادات". هذه ليست أكثر من بيان دقة الشركة المصنعة ، مما يتطلب من المستخدم أن يثق في أن الأداة ستقيس بدقة. لا تفي هذه "الشهادات" بتعريف المعايرة بموجب ASTM D7091 والمعايير الأخرى ، كما أنها عادة ما تكون غير كافية للمتطلبات الداخلية أو التعاقدية أو التنظيمية.
بينما يختلف شكل ومحتوى شهادات المعايرة، يجب أن تحتوي الشهادة المناسبة على الحد الأدنى من المعلومات المحددة التي تضمن الامتثال لمتطلبات ISO / IEC 17025. يوضح الشكل 1 مثالا لشهادة معايرة ، مع تمييز كل سمة من السمات المهمة.
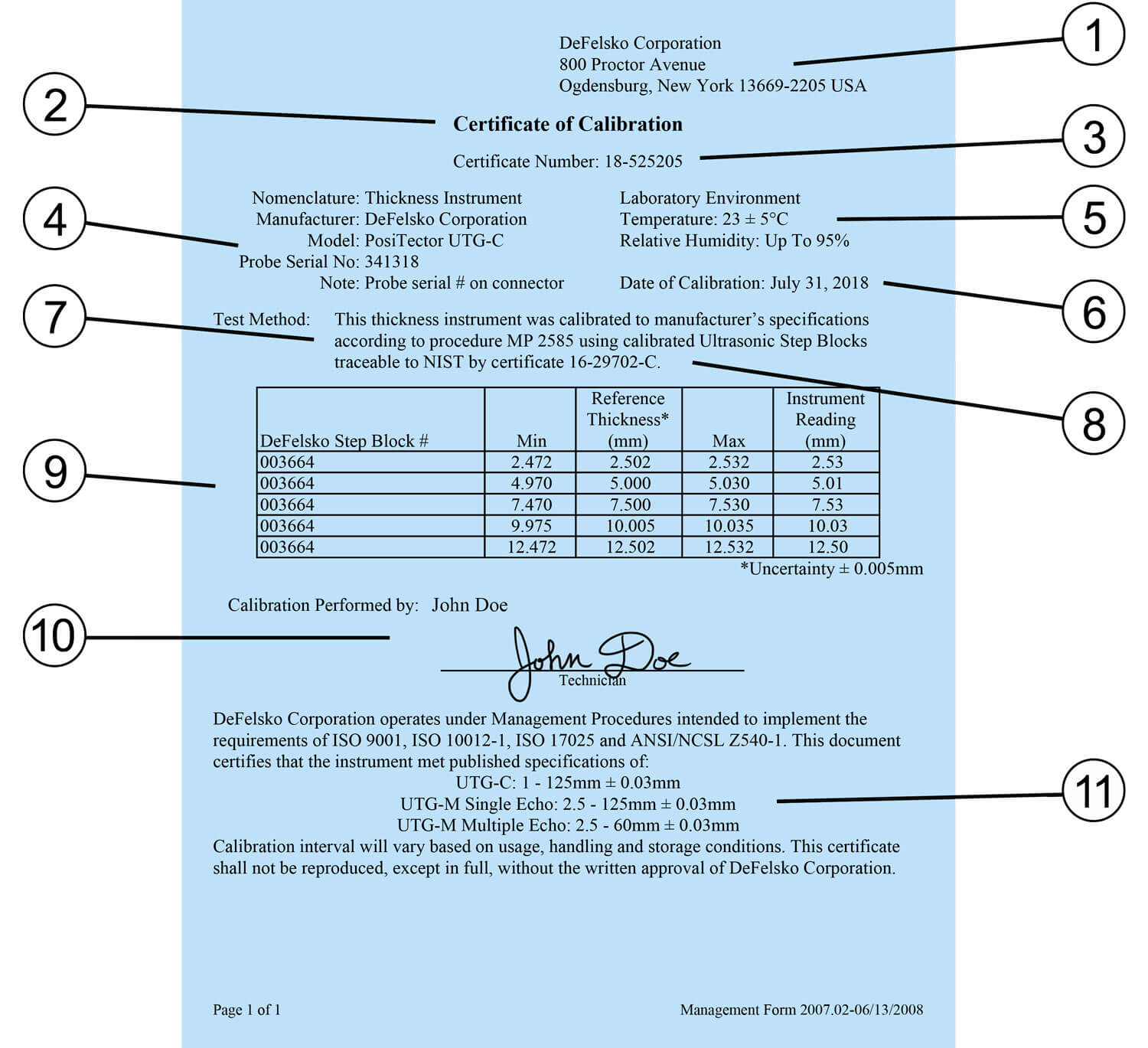
إذا كانت الشهادة الصادرة عن مختبر المعايرة أو الشركة المصنعة للأجهزة لا تتضمن هذه السمات المهمة، فمن المحتمل ألا تكون شهادة معايرة كما هو محدد في معظم المعايير والعقود.
إعادة المعايرة (أو إعادة الاعتماد) مطلوبة بشكل دوري طوال دورة حياة الجهاز نظرا لأن دقة معظم أجهزة القياس تتدهور مع الاستخدام. الفاصل الزمني للمعايرة هو الفترة المحددة بين عمليات إعادة معايرة الأداة. وفقا لمتطلبات ISO 17025 ، لا تتضمن معظم الشركات المصنعة فترات المعايرة كجزء من شهادات المعايرة. لماذا؟ لأنهم لا يعرفون عدد مرات استخدام المقياس ، والبيئة التي يتم استخدامها فيها ، ومدى العناية بها4.
إذا لم تكن لديك خبرة في أداة ما ، فإن سنة واحدة هي فترة بدء جيدة بين المعايرة. يمكن تعديل ذلك من خلال الخبرة والتحقق المنتظم (انظر أدناه). يمكن للعملاء الذين لديهم أدوات جديدة الاستفادة من تاريخ وضع الأداة في الخدمة (أو تاريخ الشراء) كبداية لفاصل المعايرة الأول. يقلل التأثير الضئيل لعمر الصلاحية من أهمية تاريخ شهادة المعايرة الفعلي.
لا تضمن شهادة المعايرة الحفاظ على الدقة طوال فترة المعايرة. هناك عوامل عديدة يمكن أن تؤثر سلبًا على تشغيل المقياس، مثل التلف العرضي أو تراكم الحطام. وللحماية من القياس بمقياس غير دقيق، تتطلب معظم المعايير التحقق من الدقة والتشغيل قبل كل استخدام، وعادةً ما يكون ذلك at بداية كل نوبة عمل. يجب إعادة فحصه بعد الحصول على عدد كبير من القياسات، أو في حالة سقوط المقياس، أو في حالة الاشتباه في إعطائه نتائج خاطئة. وغالبًا ما تتوصل الأطراف المتعاقدة إلى اتفاق مبدئي على التفاصيل والفترات الزمنية لتكرار التحقق من دقة المقياس.
ماذا تفعل at هذه الفواصل الزمنية؟ يعتمد ذلك على نظام الجودة لديك. يقوم بعض المالكين ببساطة بقياس عينة من جزء عندما يكون المقياس جديدًا وتسجيل النتيجة. ثم يتم حفظ هذه العينة واستخدامها للتحقق بانتظام من تشغيل المقياس ودقته.
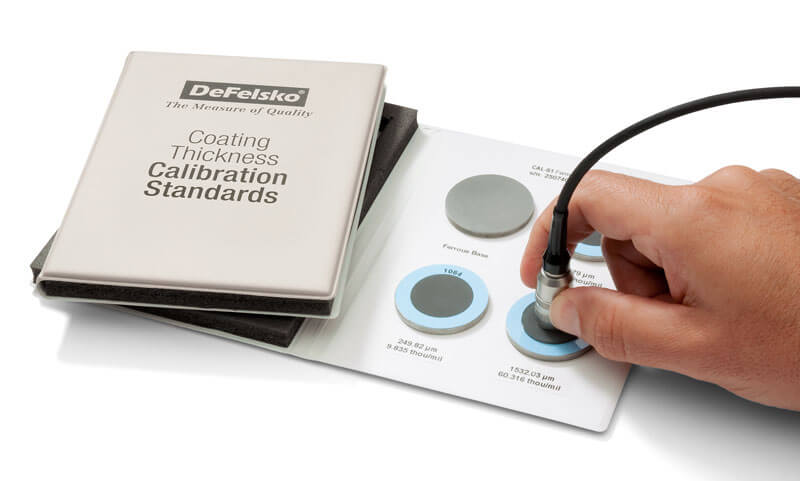
ومع ذلك ، فإن الطريقة الأفضل والأكثر قبولا عالميا للتحقق من الدقة هي قياس معايير المعايرة في بيئة خاضعة للرقابة باستخدام إجراء موثق. يحتوي ASTM D7091 على لغة نموذجية للعديد من المعايير:
"7-3 التحقق من الدقة - قبل الاستخدام، يتحقق المستعمل من دقة معايرة كل أداة وفقا لتعليمات الصانع، مستخدما معايير مناسبة لسمك الطلاء، وإذا لزم الأمر، تصحح أي أوجه قصور يتم العثور عليها. يجب التحقق من المقياس للتأكد من دقته في نطاق الاستخدام المقصود ".
تتخذ معايير المعايرة أشكالا عديدة ، اعتمادا على الأداة التي يتم التحقق منها. يجب أن تكون قابلة للتتبع إلى معهد الأرصاد الجوية الوطني ولها قيمة قياس ضمن نطاق المقياس - من الناحية المثالية ، بالقرب من النطاق المتوقع للقياس. يتم وصف عملية قياسها في وثيقة تسمى إجراء المعايرة التي تنشرها بعض الشركات المصنعة أو تقدمها عند الطلب.
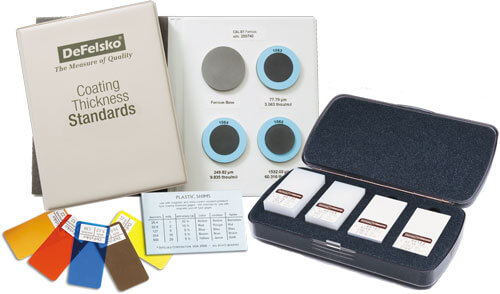
بالنسبة لعدادات سمك الطلاء ، تتوفر معايير سمك الطلاء إما كألواح معدنية مطلية معتمدة أو حشوات بلاستيكية. عادة ما تكون اللوحات أكثر دقة ومتانة ، ولكنها أيضا أكثر تكلفة. لا يمكن التحقق من مقاييس سمك الطلاء من النوع 1 (الميكانيكي) باستخدام الحشوات البلاستيكية.
يجب أن يكون متوسط سلسلة من القراءات ضمن التفاوتات المجمعة لكل من المقياس والمرجع standard. لتحديد التسامح المشترك ، والتسامح من المقياس و standard لا يتم إضافتها معا ببساطة ، بل يجب استخدام صيغة "مجموع المربعات". على سبيل المثال، إذا كان المرجع standardدقة ±2٪ ودقة الأداة ±3٪ ، التسامح المشترك هو ±3.6٪ ، محسوبة على النحو التالي:

إذا كانت القراءات خارج التسامح المشترك ، فهناك مشكلة في المقياس أو المرجع standard. المقياس أو المرجع الإشكالي standard يجب تحديدها ، ويجب اعتبار جميع القياسات التي تم إجراؤها منذ آخر فحص للدقة مشبوهة.
بالنسبة للعديد من أدوات الفحص ، تكون المعايرة والتحقق كافية لضمان قياس الجهاز بشكل صحيح. ومع ذلك ، بالنسبة لعدادات سمك الطلاء ، غالبا ما تكون الخطوة الثالثة ضرورية: التعديل. وذلك لأن مقاييس سمك الطلاء لا تقيس سمك الطلاء مباشرة ؛ بدلا من ذلك ، فإنها تقيس الخصائص المغناطيسية للركيزة. تضعف هذه الخصائص مع ابتعاد المسبار عن الركيزة وبالتالي فهي مرتبطة بسمك الطلاء.
ومع ذلك ، هناك عوامل أخرى يمكن أن تؤثر على الخصائص المغناطيسية للركيزة. وتشمل هذه:
عادة ما تتم معايرة مقاييس سمك الطلاء في المصنع لأداء جيد على الفولاذ الكربوني المسطح والسلس. ومع ذلك ، يمكنهم القياس بدقة على التطبيقات ذات خشونة السطح أو الهندسة أو التركيب أو الكتلة المتفاوتة إذا تم إجراء تعديل:
"3.1.2 التعديل - الفعل المادي لمحاذاة قراءات سمك المقياس لمطابقة قراءات عينة سمك معروفة (إزالة التحيز) ، من أجل تحسين دقة المقياس على سطح معين."
من المهم ملاحظة أن أي تعديل لا يأخذ في الحسبان سوى خشونة الركيزة والهندسة والتركيب و/أو الكتلة at الموقع الذي تم إجراء التعديل فيه. إذا تغيرت أي من هذه العوامل عبر الجزء أو المهمة، فغالبًا ما تكون هناك حاجة إلى مزيد من التعديل. بعض الأدوات الإلكترونية، مثل طرازات PosiTector 6000 Advanced قادرة على حفظ تعديلات معايرة متعددة بحيث يمكن للمستخدم اختيار التعديل الذي يناسب التطبيق at يتم إجراؤه.
وتجدر الإشارة أيضا إلى أنه ليست كل مقاييس سمك الطلاء متشابهة. استشر الشركة المصنعة أو دليل مستخدم الجهاز للحصول على أفضل إرشادات حول كيفية ضبط الأداة الخاصة بك. النظرة العامة التالية هي دليل لضبط نوع واحد من مقاييس سمك الطلاء الشائعة.
لتحديد ما إذا كانت الأداة تحتاج إلى تعديل، تحقق من أن متوسط سلسلة من القراءات على الركيزة غير المطلية يقع ضمن التفاوت المسموح به للقياس at الصفر. إذا كان القياس خارج التفاوت المسموح به، فمن المحتمل أن تكون هناك حاجة إلى تعديل المقياس. وغالبًا ما يكون هذا الأمر بسيطًا مثل إزاحة جميع القياسات المستقبلية عن طريق الخطأ الذي تمت مواجهته أثناء قياس الفحص. عادةً ما تحتوي المقاييس الإلكترونية من النوع الثاني مثل مقياس PosiTector 6000، على ميزة "الضبط الصفري" المدمجة لجعل العملية تلقائية. إذا تمت قراءة القياسات اللاحقة للركيزة غير المطلية في حدود التفاوت المسموح به at الصفر، فقد تم إجراء التعديل بنجاح. أجهزة قياس السحب الميكانيكية من النوع الأول مثل PosiTest لها مقاييس غير خطية، لذلك لا ينبغي ضبط الأداة نفسها. وبدلاً من ذلك، يجب على المستخدم أخذ قراءة المعدن الأساسي (BMR) وطرح هذه القيمة من قراءات سُمك الطلاء المستقبلية.
بالنسبة لجميع التطبيقات تقريبًا، ستقيس الأداة في حدود التفاوت المسموح به في كامل نطاقها بعد إجراء الضبط الصفري بنجاح. يمكن التحقق من ذلك عن طريق وضع رفادة على الركيزة غير المطلية والتأكد من أن قراءة المقياس ضمن التفاوت المسموح به للرفادة والمقياس معًا. في الحالات النادرة التي تكون فيها قراءة المقياس ضمن التفاوت المسموح به at الصفر ولكن خارج التفاوت المسموح به على الرقاقة، قد يلزم إجراء تعديل إضافي. استشر الشركة المصنعة لدليل المنتج للحصول على مزيد من التفاصيل.
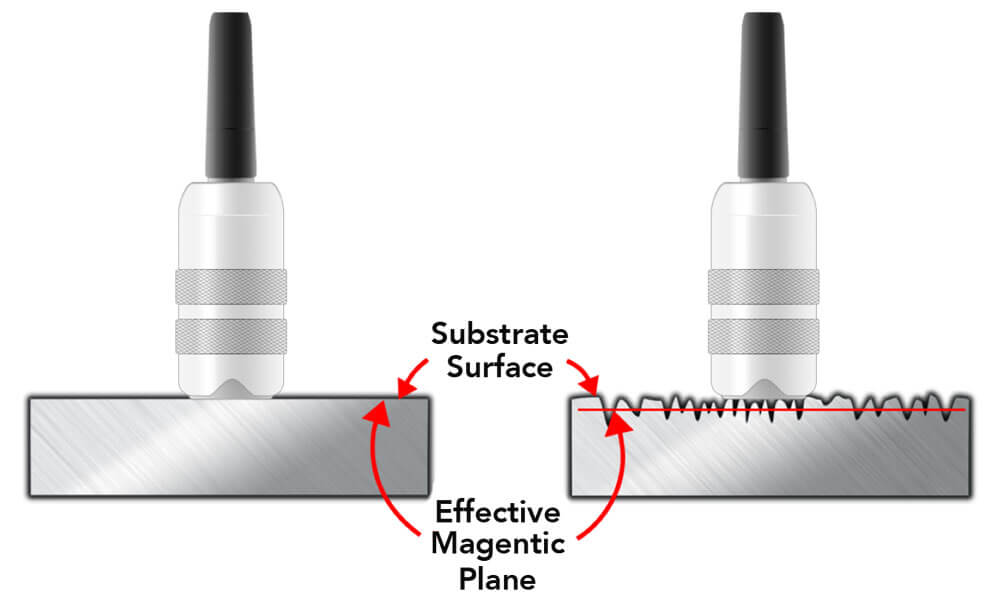
في حين أن التعديل الصفري غالبا ما يكون كافيا لحساب تأثيرات الهندسة والتكوين والكتلة ، لا ينبغي إجراء الضبط الصفري على الأسطح المتفجرة أو الخشنة. على تلك الأسطح ، سيتم قياس مقاييس سمك الطلاء إلى نقطة بين قمم ووديان الخشونة تسمى "المستوى المغناطيسي". نظرا لأن معظم المعايير والمواصفات تشير إلى أنه يتم الإبلاغ فقط عن سمك الطلاء فوق قمم ملف تعريف السطح ، وهناك حاجة إلى التعديل.
يضمن مقياس سمك الطلاء قياس سمك الطلاء "فوق قمم" ملف تعريف السطح ، والإجراء المقبول هو التكيف مع السماكة المعروفة للرقاقة الموضوعة فوق الركيزة غير المطلية. ترتكز الرقاقة على قمم ملف تعريف السطح ، أو أي نمط آخر ، وهي بديل لفيلم الطلاء الذي سيتم تطبيقه في النهاية. عادة ما تحتوي العدادات الإلكترونية من النوع الثاني على ميزة "تعديل 1 نقطة" مدمجة لجعل العملية بسيطة.
نظرا لأن عدادات السحب الميكانيكية من النوع الأول تستخدم عادة مغناطيسا كبيرا للاتصال بالسطح بدلا من طرف مسبار صغير ، فهي أقل تأثرا بخشونة السطح. يمكن للمستخدم ببساطة إجراء تعديل صفري عن طريق أخذ قراءة المعادن الأساسية (BMR) على الركيزة غير المطلية والمتفجرة وطرح هذه القيمة من قراءات سمك الطلاء المستقبلية.
1 ASTM D7091 "Standard تنطبق ممارسة القياس غير المدمر لسمك الفيلم الجاف للطلاءات غير المغناطيسية المطبقة على المعادن الحديدية والطلاءات غير المغناطيسية وغير الموصلة على المعادن غير الحديدية "(ASTM International ، 100 Barr Harbor Drive ، West Conshohocken ، PA 19428) ، www.astm.org
2 ISO 2808 ، الدهانات والورنيشات - تحديد سمك الفيلم. متوفر من المعهد الوطني الأمريكي للمعايير (ANSI) ، 25 W. 43rd St. ، 4th Floor ، نيويورك ، NY 10036 ، http://www.ansi.org
3 SSPC PA2 ، إجراء لتحديد التوافق مع متطلبات سمك الطلاء الجاف. متاح من جمعية الطلاءات الواقية (SSPC) ، 40 شارع 24 ، الطابق 6 ، بيتسبرغ ، بنسلفانيا 15222-4656 ، http://www.sspc.org
4 الاعتناء بمقياس سمك الطلاء الخاص بك ، ديفيد بيميش ، PCE - الطلاءات الواقية في أوروبا ، وصيانة معدات JPCL ، أبريل 2005

ديفيد بيميش (1955-2019) ، الرئيس السابق لشركة DeFelsko Corporation ، وهي شركة مقرها نيويورك لتصنيع أدوات اختبار الطلاء المحمولة التي تباع في جميع أنحاء العالم. حصل على شهادة في الهندسة المدنية وأكثر من 25 عاما من الخبرة في تصميم وتصنيع وتسويق أدوات الاختبار هذه في مجموعة متنوعة من الصناعات الدولية بما في ذلك الطلاء الصناعي وفحص الجودة والتصنيع. أجرى ندوات تدريبية وكان عضوا نشطا في العديد من المنظمات بما في ذلك NACE و SSPC و ASTM و ISO.
.png)








